
Precise diameter tolerances quartz tubing play a critical role in high-performance and cost-sensitive industries. Manufacturers rely on specialized production methods, strict process controls, and robust quality assurance to ensure every tube meets demanding standards. When tolerance specifications do not match the correct manufacturing process, production costs rise and product performance suffers due to issues like improper fit or reduced durability.
Key Takeaways
Precision bore shrinking achieves the tightest tolerances, making it ideal for high-accuracy applications.
Continuous fusion drawing balances cost and tolerance, suitable for large-diameter quartz tubes.
Secondary machining is essential for ultra-tight tolerances, ensuring high precision in critical applications.
Choosing the right manufacturing method based on application needs helps optimize quality and reduce costs.
Regular quality control and precise measurement equipment ensure that quartz tubes meet strict tolerance standards.
What Manufacturing Methods Determine Achievable Diameter Tolerances in Quartz Tubing?

Manufacturers select specific pipe and tube manufacturing methods to control the diameter tolerances of quartz tubes. Each method offers unique capabilities, making it important to match the process to the application’s requirements. Understanding why each method achieves certain tolerances helps engineers optimize both quality and cost.
Precision Bore Shrinking Process Fundamentals and Tolerance Capabilities
Precision bore shrinking allows manufacturers to achieve extremely tight tolerances for quartz tubes. This method uses a heated mandrel and vacuum environment to shrink the tube precisely, which is why it is preferred for applications demanding high accuracy. The process ensures that quartz tubes meet strict standards for analytical instruments and fiber optics.
The main reason for choosing precision bore shrinking lies in its ability to deliver tolerances as tight as ±0.02mm for small-diameter quartz tubes. Mandrel material and surface finish directly affect the final tube’s accuracy, so manufacturers use stainless steel or titanium mandrels polished to a mirror finish. This method also minimizes surface roughness, which is critical for laboratory and optical uses.
Key Points:
Precision bore shrinking achieves the tightest tolerances in pipe and tube manufacturing.
Mandrel quality and process control are essential for consistent results.
This method is ideal for applications where even minor diameter variation can cause failure.
Continuous Fusion Drawing and Inherent Dimensional Variations
Continuous fusion drawing is the most common method for producing large-diameter quartz tubes. Manufacturers use this process because it balances cost and achievable tolerance, making it suitable for semiconductor and industrial furnace applications. The method involves drawing molten quartz through a die, which introduces some dimensional variation.
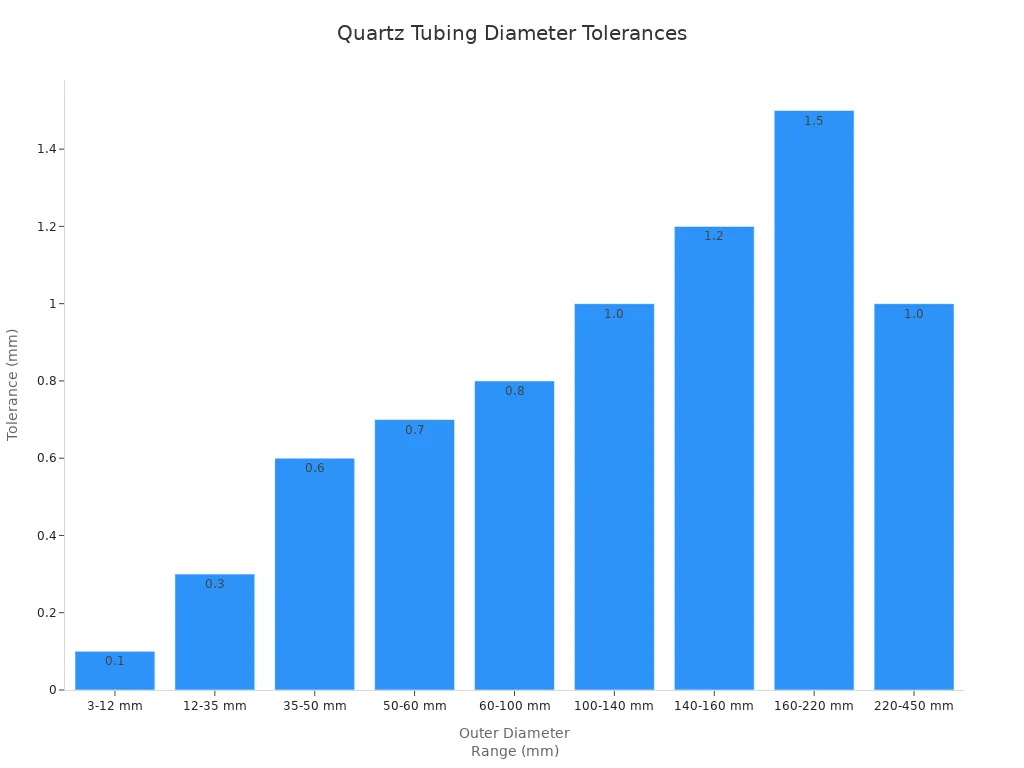
Temperature fluctuations and draw speed changes explain why continuous fusion drawing cannot match the tight tolerances of precision bore shrinking. For example, tubes with diameters between 100mm and 450mm typically achieve tolerances of ±0.3mm to ±1.0mm. The following table summarizes typical tolerances for quartz tubes produced by different pipe and tube manufacturing methods:
Outer Diameter Range (mm) | Tolerance (mm) |
|---|---|
3 ≤ Φ < 12 | ±0.1 |
12 ≤ Φ < 35 | ±0.3 |
35 ≤ Φ < 50 | ±0.6 |
50 ≤ Φ < 60 | ±0.7 |
60 ≤ Φ < 100 | ±0.8 |
100 ≤ Φ < 140 | ±1.0 |
140 ≤ Φ < 160 | ±1.2 |
160 ≤ Φ < 220 | ±1.5 |
220 ≤ Φ < 450 | ±1.0 |
Manufacturers choose continuous fusion drawing when they need to produce quartz tubes in high volumes with moderate tolerance requirements.
Secondary Machining Operations for Ultra-Tight Tolerances
Secondary machining operations provide a solution when quartz tubes require tolerances tighter than those achievable by drawing or shrinking alone. Manufacturers use grinding and polishing to refine the dimensions of quartz tubes after the initial pipe and tube manufacturing process. This step is necessary for ultra-precision applications, such as optical components and robotic assembly.
The main reason for using secondary machining is to achieve tolerances as tight as ±0.01mm, which is not possible with primary manufacturing methods. However, this process increases production time and cost, so manufacturers only use it when the application demands the highest level of precision. The decision to machine quartz tubes depends on a careful balance between functional requirements and economic feasibility.
Summary Table: Why Choose Secondary Machining?
Reason | Effect |
|---|---|
Need for ultra-tight tolerance | Achieves ±0.01mm |
Surface finish requirements | Improves smoothness for optics |
Assembly fit criticality | Ensures reliable automated assembly |
By understanding why each pipe and tube manufacturing method delivers specific tolerances, manufacturers can select the best process for their quartz tubes and avoid unnecessary costs.
How Does Precision Bore Shrinking Achieve ±0.02-0.05mm Tolerances for Small Diameter Tubes?
Precision bore shrinking stands out as the leading method for achieving precise diameter tolerances quartz tubing in small-diameter applications. This process uses advanced engineering controls to deliver quartz tubes with unmatched accuracy. Manufacturers rely on this method when applications demand the highest level of precision and reliability.
Mandrel Material Selection and Dimensional Stability Requirements
Mandrel material selection plays a critical role in achieving tight tolerances for quartz tubes. Stainless steel and titanium mandrels offer high dimensional stability at elevated temperatures, which ensures the tube maintains its shape during the shrinking process. The choice of mandrel affects both the achievable precision and the long-term consistency of the process.
Mandrels must have a surface finish smoother than Ra 0.1μm and dimensional accuracy within ±0.001mm to transfer the correct shape to the quartz tube. If the mandrel expands or warps under heat, the tube will not meet the required dimensional tolerances. Manufacturers replace mandrels after a set number of cycles to prevent thermal degradation from affecting tube quality.
Key Points:
Mandrel material and finish directly impact the precision of quartz tubes.
Dimensional stability at high temperatures is essential for consistent results.
Regular mandrel replacement maintains precise diameter tolerances quartz tubing.
Vacuum Heat Shrinking Process Parameters and Tolerance Control
The vacuum heat shrinking process uses controlled temperature and pressure to achieve precise diameter tolerances quartz tubing. Operators heat the quartz tube and mandrel assembly to 1600-1700°C under a vacuum of 10⁻² torr, which allows the tube to shrink tightly around the mandrel. This environment prevents contamination and ensures uniform shrinkage.
Precise control of temperature and vacuum pressure is necessary to avoid dimensional variation. If the temperature fluctuates by more than ±10°C, the tube may develop ovality or surface defects. Manufacturers monitor these parameters closely to ensure each batch of quartz tubes meets the specified tolerance.
Process Parameter | Target Value | Effect on Tolerance |
|---|---|---|
Shrinking Temperature | 1600-1700°C | Maintains tube roundness |
Vacuum Level | 10⁻² torr | Prevents contamination |
Hold Time | 3-12 minutes | Controls wall thickness |
Cooling Rate | 50-100°C/hour | Reduces thermal stress |
This careful process control explains why vacuum heat shrinking achieves such high precision.
Tube Diameter Range and Achievable Tolerance Relationships
The relationship between tube diameter and achievable tolerance guides the selection of manufacturing methods. Precision bore shrinking works best for quartz tubes with diameters from 5mm to 100mm, where it can deliver tolerances as tight as ±0.02mm. Larger diameters introduce challenges with mandrel stability and uniform heat transfer.
Smaller tubes benefit from the close fit between the mandrel and the quartz, which allows for ultra-precise control. As tube diameter increases, maintaining the same level of precision becomes more difficult due to thermal expansion and mechanical stresses. Manufacturers use continuous fusion or secondary machining for larger tubes that require less stringent tolerances.
Tube Diameter (mm) | Achievable Tolerance (mm) | Recommended Method |
|---|---|---|
5-20 | ±0.02 | Precision bore shrinking |
20-50 | ±0.03 | Precision bore shrinking |
50-100 | ±0.05 | Precision bore shrinking |
>100 | ±0.3 to ±1.0 | Continuous fusion or machining |
This table shows why manufacturers choose precision bore shrinking for small-diameter quartz tubes.
Application-Specific Tolerance Selection for Precision Bore Products
Application requirements drive the selection of dimensional tolerances for quartz tubes. Engineers must consider factors such as temperature, chemical exposure, and optical clarity to avoid performance issues or product failure. Neglecting these requirements can lead to costly rework or system downtime.
Manufacturers offer a wide range of specifications to match different applications. For example, ultra-precision bores with tolerances as tight as ±.00001” serve analytical instruments, while standard tolerances of ±.0005” meet most laboratory needs. High-purity quartz tubes with precise diameter tolerances quartz tubing ensure reliable performance in demanding environments.
Specification | Details |
|---|---|
Tube Diameters | .005” to 2.0” |
Bore Sizes | .0001” to 1.9” |
Outer Diameter Tolerance | ±.0005” |
Ultra-Precision Bores | ±.00001” |
Length Range | 0.1” to 60.0” |
Length Tolerance | ±.001” |
Selecting the right tolerance for each application ensures both performance and cost-effectiveness.
Why Do Continuous Electrical and Flame Fusion Methods Produce Different Tolerance Ranges?
Continuous electrical and flame fusion methods produce different tolerance ranges because of their unique process controls and physical limitations. Manufacturers must understand these differences to select the right method for each application. Matching tolerance specifications to process capability helps optimize both cost and quality for quartz tubes.
Electrical Fusion Crucible Design and Die Orifice Precision
Electrical fusion uses a refractory metal crucible and a precision-machined die orifice to shape quartz tubes. The crucible design ensures uniform heating, which stabilizes the viscosity of molten quartz and allows for tighter diameter control. Die orifice precision, often held within ±0.05mm, directly limits the minimum achievable tolerance.
Manufacturers monitor crucible temperature and die wear in real time to maintain consistent tube dimensions. Automated feedback systems adjust heating elements and draw speed, reducing human error and improving repeatability. This approach enables electrical fusion to achieve tolerances of ±0.3mm for tubes between 100mm and 300mm in diameter.
A summary table highlights the cause-effect relationships in this process:
Factor | Effect on Tolerance |
|---|---|
Crucible uniformity | Reduces diameter variation |
Die orifice precision | Sets minimum achievable tolerance |
Automated controls | Improves consistency |
Electrical fusion stands out for producing quartz tubes with reliable tolerances that meet industry standards.
Flame Fusion Temperature Control Limitations and Tolerance Impact
Flame fusion relies on a hydrogen-oxygen flame to melt and shape quartz tubes, but temperature control presents challenges. The open flame environment causes temperature fluctuations of ±50-80°C, which affects melt viscosity and leads to greater dimensional variation. These fluctuations make it difficult to achieve the same tight tolerances as electrical fusion.
Several factors impact tolerance consistency in flame fusion:
Devitrification can occur, leading to particle generation and reduced high-temperature performance.
Contamination from alkaline solutions or salts promotes devitrification and weakens the tube structure.
Higher hydroxyl (OH) content increases devitrification rates, further affecting tolerance stability.
Key Points:
Flame fusion temperature control limits tolerance consistency for quartz tubes.
Contamination and OH content influence structural integrity and dimensional accuracy.
Manufacturers must monitor process variables to meet required standards.
Flame fusion remains a cost-effective choice for large-diameter quartz tubes where moderate tolerances and low OH content are priorities.
Draw Speed Optimization for Different Tube Diameters
Draw speed plays a critical role in determining the final tolerance of quartz tubes during both fusion methods. Electrical fusion uses automated systems to maintain a steady draw speed, typically between 2 and 5 mm per minute, which helps minimize diameter variation. Flame fusion often requires manual adjustments, resulting in less consistent draw speeds and greater tolerance variability.
Operators adjust draw speed based on tube diameter and application requirements. Slower draw speeds allow for better control and tighter tolerances, while faster speeds increase production rates but can introduce more variation. Real-time monitoring tools help operators make informed adjustments to optimize both quality and efficiency.
Key Points:
Draw speed optimization improves tolerance control for quartz tubes.
Automated systems in electrical fusion enhance consistency.
Manual adjustments in flame fusion require skilled operators to meet standards.
Choosing the right draw speed ensures that quartz tubes meet both dimensional and performance requirements.
OH Content vs. Dimensional Tolerance Trade-offs in Fusion Method Selection
Manufacturers must balance the need for low hydroxyl (OH) content with the desired dimensional tolerance when selecting a fusion method for quartz tubes. Electrical fusion produces tubes with lower OH content, typically below 30 ppm, and achieves tighter tolerances. Flame fusion, while capable of producing larger tubes, results in higher OH content, often between 150 and 200 ppm, and looser tolerances.
The trade-off between OH content and tolerance affects the suitability of quartz tubes for specific applications. Semiconductor and optical industries often require both low OH content and precise dimensions, making electrical fusion the preferred method. Industrial furnace applications may prioritize low cost and large size, accepting higher OH content and wider tolerances.
A summary table illustrates these trade-offs:
Fusion Method | OH Content (ppm) | Typical Tolerance (mm) | Best Application |
|---|---|---|---|
Electrical Fusion | 10-30 | ±0.3-0.5 | Semiconductor, optics |
Flame Fusion | 150-200 | ±0.5-1.0 | Industrial furnaces |
Selecting the appropriate fusion method ensures that quartz tubes meet both functional and industry standards.
When Does Secondary CNC Machining Justify Costs for Ultra-Precision Tolerances?
Secondary CNC machining becomes essential when applications require quartz tubes with tolerances tighter than primary manufacturing methods can achieve. Manufacturers turn to this process for ultra-precision needs in industries like optics, robotics, and laboratory analysis. The decision to use secondary machining depends on the balance between functional requirements and the added cost.
Centerless Grinding vs. ID/OD Grinding Process Selection
Engineers must choose between centerless grinding and ID/OD grinding based on the geometry and tolerance needs of quartz tubes. Centerless grinding works best for achieving uniform outer diameters, while ID/OD grinding targets both internal and external surfaces for custom quartz applications. The selection impacts both achievable precision and production efficiency.
Centerless grinding offers faster throughput and better concentricity for high-quality quartz tubes, especially when outer diameter is critical. ID/OD grinding provides flexibility for complex shapes or when both surfaces require ultra-tight tolerances. Each method supports different end-use requirements for custom quartz components.
Key Points:
Centerless grinding excels at OD uniformity and speed.
ID/OD grinding suits complex or dual-surface tolerance needs.
Method choice affects cost and achievable tolerance.
Diamond Wheel Specifications and Surface Finish Achievement
Diamond wheel selection directly influences the surface finish and dimensional accuracy of quartz tubes. Manufacturers use wheels with specific grit sizes to achieve the desired smoothness for high-quality quartz products. The right wheel ensures minimal surface defects and supports tight tolerance goals.
Fine-grit diamond wheels produce smoother finishes, which are vital for optical and laboratory quartz tubes. Coarser wheels remove material quickly but may leave micro-scratches, affecting performance in sensitive applications. Operators monitor wheel wear to maintain consistent results throughout production.
Diamond Wheel Factor | Effect on Quartz Tubes |
|---|---|
Grit size | Finer grit = smoother finish |
Wheel hardness | Harder wheel = better dimensional control |
Wear rate | Consistent finish over long runs |
This table shows how wheel specifications impact the quality of custom quartz tubes.
Economic Break-Even Analysis for Machining Operations
Manufacturers justify secondary machining for quartz tubes by analyzing the break-even point between added cost and reduced rejection rates. Tighter tolerances require more time, specialized tools, and rigorous inspection, which increase production costs. However, these costs can be offset if the value of reduced scrap and improved assembly yields exceeds the machining premium.
A typical cost breakdown includes additional machining time, more material waste, and increased inspection requirements. High-tolerance machining is expensive due to slower processes and the need for special jigs and fixtures. The economic decision depends on order volume and the cost of rejected parts.
Additional machining time increases labor costs.
More material waste results from tighter limits.
Rigorous inspection raises quality control expenses.
Manufacturers use this analysis to decide when ultra-precision machining for quartz tubes is cost-effective.
Tolerance Stack-Up Calculations for Multi-Component Assemblies
Tolerance stack-up calculations explain why ultra-precision machining is sometimes necessary for quartz tubes used in assemblies. When multiple components fit together, small variations in each part can add up, causing misalignment or assembly failure. Engineers calculate the total possible variation to ensure the final product meets functional requirements.
If the stack-up exceeds the allowable limit, secondary machining becomes the only way to guarantee proper fit and performance. This approach is common in high-quality quartz assemblies for optics, robotics, and analytical instruments. Manufacturers rely on precise calculations to avoid costly rework or system downtime.
Key Points:
Tolerance stack-up can cause assembly issues if not controlled.
Ultra-precision machining ensures reliable fit in multi-part systems.
Accurate calculations prevent performance failures in custom quartz assemblies.
How Should Manufacturers Approach Tolerance Specification in Quartz Tube RFQs?
Manufacturers must approach tolerance specification with careful analysis to ensure both quality and cost-effectiveness. They need to match the production process to the application’s requirements, avoiding arbitrary or overly strict tolerances. This approach supports better quality assurance and reduces unnecessary expenses.
Functional Tolerance Analysis vs. Arbitrary Specification
Functional tolerance analysis helps manufacturers determine why a specific tolerance is necessary for quartz tubes. Engineers analyze the end-use environment, assembly fit, and performance requirements before setting limits. This method prevents over-specification, which can increase costs and complicate the production process.
When teams use arbitrary specifications, they risk selecting tolerances that do not improve quality or reliability. This can lead to higher scrap rates and longer lead times. Functional analysis ensures that each tolerance directly supports the intended function.
Key Takeaways:
Functional analysis aligns tolerances with real-world needs.
Arbitrary tolerances may raise costs without improving quality.
Careful analysis supports effective quality assurance.
Manufacturing Process Capability Indices and Tolerance Relationships
Manufacturers use process capability indices, such as Cpk, to understand why a production process can consistently meet a given tolerance for quartz tubes. Cpk values above 1.33 indicate that the process can reliably produce within specified limits. This data-driven approach supports quality assurance by linking process capability to achievable tolerances.
A summary table highlights these relationships:
Process Capability (Cpk) | Tolerance Achievability | Quality Assurance Impact |
|---|---|---|
>1.67 | Ultra-tight (±0.02mm) | Highest consistency |
1.33-1.67 | Precision (±0.05mm) | Reliable quality |
<1.33 | Standard (±0.1mm+) | Increased inspection |
Manufacturers select processes with proven capability indices to ensure that quartz tubes meet both quality and calibration requirements.
Supplier Qualification Criteria for Different Tolerance Categories
Supplier qualification ensures that only capable partners deliver quartz tubes with the required quality. Manufacturers evaluate suppliers based on process documentation, calibration certificates, and quality assurance protocols. This step explains why consistent quality depends on supplier expertise and robust measurement systems.
Suppliers must demonstrate traceable calibration of measurement equipment and adherence to international standards. They also provide statistical process control data to prove ongoing quality. These criteria help manufacturers avoid quality issues and ensure reliable performance.
Key Supplier Criteria:
Documented process capability and calibration
Proven quality assurance systems
Consistent delivery of required tolerances
Cost-Tolerance Optimization in High-Volume Procurement
Cost-tolerance optimization explains why manufacturers must balance tight tolerances with economic efficiency in high-volume quartz tube orders. Tighter tolerances increase inspection, scrap, and production time, while larger minimum order quantities (MOQ) can reduce unit costs. The following table summarizes key factors:
Factor | Typical Effect | Quantitative Signal |
|---|---|---|
OD/ID and wall | ↑ Cost, ↑ Lead | Larger outer diameter or thinner wall increases cycle time |
Tolerance | ↑ Cost | Tightening to ±0.1 mm increases inspection and scrap |
Purity grade | ↑ Cost | 99.99% SiO₂ preferred over 99.9% |
Secondary operations | ↑ Cost/Lead | Curves, joints, grooves add furnace cycles |
MOQ | ↓ Unit Cost | Larger batches amortize setup costs |
Manufacturers use this data to select tolerances that support both quality and cost goals, ensuring efficient production process management and robust quality assurance.
What Quality Control Methods Validate Tolerance Achievement Across Manufacturing Processes?

Quality control methods answer why manufacturers can trust the diameter tolerances of quartz tubes. These methods rely on precise measurements, advanced equipment, and strict protocols to ensure every tube meets its specification. Manufacturers use these strategies to prevent costly errors and maintain high product standards.
Measurement Equipment Selection for Different Tolerance Ranges
Manufacturers select measurement equipment based on the required tolerance for each quartz tube. High-precision tubes need coordinate measuring machines or laser micrometers, while standard tubes use calipers or gauges. The choice of equipment explains why measurements remain accurate across different production methods.
Accurate measurements depend on the resolution and calibration of the device. For example, a CMM with ±0.002mm accuracy supports ultra-tight tolerances, while a laser micrometer scanning at 2000 Hz detects small diameter changes. Equipment selection ensures that measurements match the tolerance demands of each application.
Manufacturers rely on the following equipment for reliable measurements:
CMMs: For tolerances below ±0.05mm
Laser micrometers: For in-line, high-speed measurements
Calipers/gauges: For standard checks
In-Line vs. Post-Process Dimensional Verification Strategies
Manufacturers use in-line and post-process verification to explain why measurements catch errors early or confirm final quality. In-line systems monitor tube dimensions during production, while post-process checks validate finished products. This dual approach reduces the risk of undetected variation.
In-line measurements provide real-time feedback, allowing operators to adjust parameters and prevent defects. Post-process measurements use calibrated tools to confirm that each batch meets specifications. Both strategies support consistent quality and reduce scrap rates.
Verification Method | When Used | Effect on Measurements |
|---|---|---|
In-line | During production | Immediate error detection |
Post-process | After production | Final quality assurance |
Statistical Process Control Implementation for Tolerance Monitoring
Statistical process control (SPC) explains why manufacturers can detect trends and prevent out-of-tolerance conditions. SPC uses charts and data analysis to track measurements over time. This method helps identify process drift before it leads to nonconforming tubes.
Operators collect measurements at set intervals and plot them on control charts. If measurements approach control limits, they investigate and correct the process. SPC improves yield and reduces the chance of costly rework.
Key points for effective SPC in quartz tube manufacturing:
Regular measurements support early detection of variation
Control charts visualize trends and outliers
Timely intervention prevents tolerance failures
Calibration and Traceability Requirements for Critical Measurements
Calibration and traceability explain why measurements remain trustworthy across all manufacturing processes. Manufacturers calibrate equipment against national or international standards, ensuring each measurement is accurate. Traceability records link every measurement to a certified reference.
Regular calibration prevents drift and maintains confidence in measurements. Traceability allows manufacturers to prove compliance during audits or customer reviews. These practices support reliable quality control and build trust with clients.
Requirement | Purpose | Impact on Measurements |
|---|---|---|
Calibration | Ensures accuracy | Prevents measurement drift |
Traceability | Links to standards | Supports audit readiness |
Quartz tubing manufacturers achieve precise diameter tolerances by integrating the right manufacturing methods, strict process controls, and advanced quality assurance. They optimize both cost and quality when they match tolerance specifications to the actual needs of each application.
Careful method selection ensures reliable results.
Rigorous process controls maintain consistency.
Quality assurance validates every tube.
Manufacturers continue to improve their processes and value strong supplier partnerships. This approach supports innovation and helps meet future industry demands.
FAQ
Can precision bore shrinking achieve ±0.02mm tolerance for 200mm diameter quartz tubes, or are there fundamental process limitations?
Precision bore shrinking cannot achieve ±0.02mm tolerance for 200mm diameter quartz tubes. The process faces mandrel stability limits at larger diameters. Manufacturers use continuous fusion or secondary machining for large quartz tubes to maintain dimensional accuracy.
Why does continuous electrical fusion produce tighter tolerances compared to flame fusion for the same 300mm diameter quartz tube?
Continuous electrical fusion uses precise crucible temperature control and die orifice design. This method reduces diameter variation in quartz tubes. Flame fusion has greater temperature fluctuations, which leads to wider tolerances and less consistent results for large-diameter quartz tubes.
When is the cost premium for secondary CNC machining justified for quartz tubes?
Secondary CNC machining is justified when quartz tubes require ultra-tight tolerances or exceptional purity. Applications like fiber optics or laboratory analysis need high precision. The cost is offset by reduced rejection rates and improved assembly yields in critical systems.
How do mandrel material selection and surface finish directly impact achievable ID tolerance in precision bore shrinking operations?
Mandrel material and surface finish determine the final quartz tube’s ID tolerance. Stainless steel or titanium mandrels with smooth surfaces transfer accurate dimensions. Poor mandrel quality increases diameter variation and reduces the effectiveness of diameter gauges during production.
What measurement equipment and protocols validate ±0.05mm tolerance claims for quartz tubes?
Manufacturers use diameter gauges, non-contact diameter gauges, and laser gauges for validation. Real-time measurements ensure accuracy. Protocols require calibration and traceability to national standards. These tools confirm that quartz tubes meet strict tolerance and purity requirements.




