Точность размерных характеристик обеспечивает надежную работу кварцевых трубок для аналитических приложений в сложных лабораторных условиях. Наружный диаметр, толщина стенок, длина и жесткие допуски играют уникальную роль в обеспечении совместимости и производительности. В следующей таблице представлено критическое влияние каждой спецификации:
Технические характеристики | Важность |
|---|---|
Наружный диаметр (OD) | Влияет на общую совместимость с арматурой и инструментами. |
Внутренний диаметр (ID) | Допуск ±0,03 мм обеспечивает стабильность ламинарного потока, что очень важно для точности. |
Толщина стенок | Влияет на прочность и термостойкость трубки. |
Длина | Определяет эффективный путь для реакций или разделения в приборах. |
Допуски | Критически важен для поддержания стабильной производительности различных систем. |
Специалисты, выбирающие трубки с точными размерами, защищают целостность уплотнений, способствуют термической стабильности и поддерживают надежность приборов.
Основные выводы
Точные размерные характеристики имеют решающее значение для обеспечения совместимости и производительности кварцевых трубок в аналитических системах.
Соблюдение жестких допусков, особенно по наружному диаметру, предотвращает утечки и перекосы в компрессионных фитингах.
Регулярные методы контроля, такие как КИМ и ультразвуковые испытания, помогают проверить размеры труб, обеспечивая надежность в высокотемпературных применениях.
Правильно подобранная длина и отделка торцов улучшают позиционирование образца и надежность уплотнения, обеспечивая точность результатов анализа.
Четкое документирование спецификаций и результатов проверок необходимо для соблюдения нормативных требований и прослеживаемости в лабораторных условиях.
Какой допуск по наружному диаметру предотвращает разрушение уплотнения в соединениях компрессионных фитингов?

Точность допусков по наружному диаметру необходима для надежного уплотнения в системах аналитических приборов. Даже небольшие отклонения могут привести к утечкам или несоосности, что может поставить под угрозу работоспособность всей установки. Понимание стандартов и протоколов проверки помогает лабораториям выбрать правильный Кварцевые трубки для аналитических приложений и поддерживать целостность прибора.
Стандарты компрессионных фитингов и требования к допускам
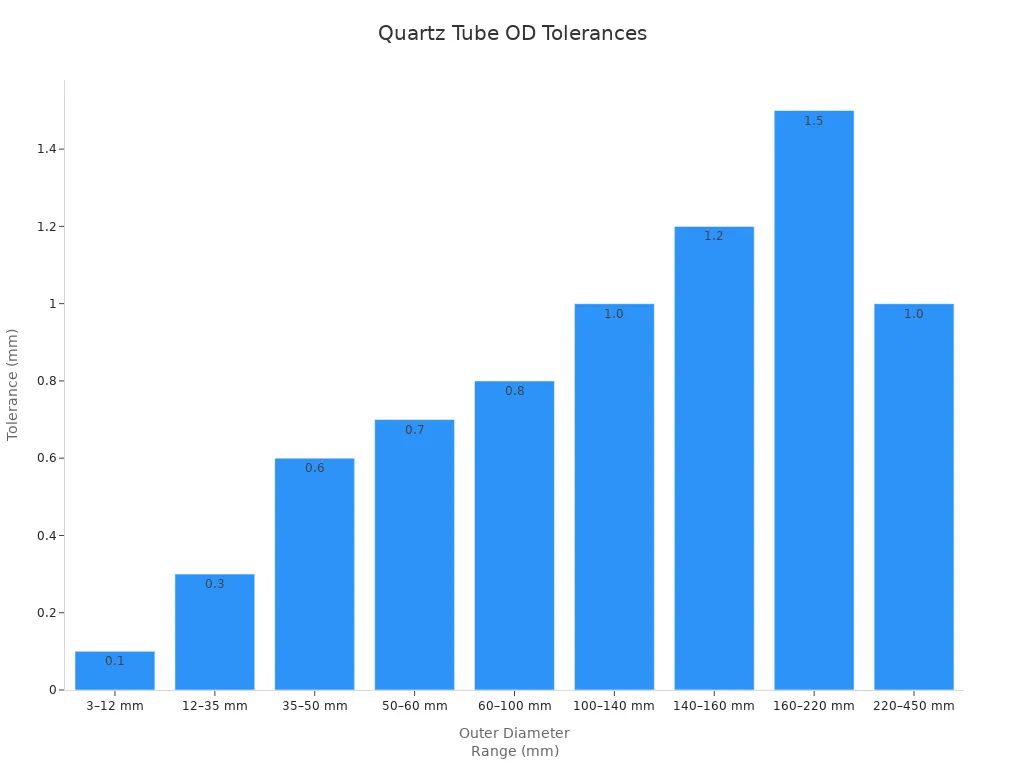
Компрессионные фитинги требуют строгого соблюдения допусков на внешний диаметр для обеспечения герметичности соединения. Согласно отраслевым стандартам, для трубок диаметром от 3 до 12 мм допуск не должен превышать ±0,1 мм. Для более высокой точности многие аналитические системы требуют еще более жестких допусков, например ±0,05 мм, для предотвращения разрушения уплотнения и поддержания низкого уровня утечек.
Если внешний диаметр трубки выходит за пределы рекомендованного диапазона, повышается риск разрушения уплотнения. Недостаточная обжимка может привести к неплотному прилеганию, что приведет к утечкам или даже вытеканию под давлением. С другой стороны, чрезмерная обжимка может повредить как трубку, так и фитинг, что приведет к преждевременному выходу из строя и нарушит структурную целостность системы.
Диапазон наружных диаметров (мм) | Допуск на наружный диаметр (мм) |
|---|---|
3 ≤ Φ < 12 | ±0.1 |
12 ≤ Φ < 35 | ±0.3 |
35 ≤ Φ < 50 | ±0.6 |
50 ≤ Φ < 60 | ±0.7 |
60 ≤ Φ < 100 | ±0.8 |
100 ≤ Φ < 140 | ±1.0 |
140 ≤ Φ < 160 | ±1.2 |
160 ≤ Φ < 220 | ±1.5 |
220 ≤ Φ < 450 | ±1.0 |
Ключевые краткие фразы:
Более жесткие допуски наружного диаметра предотвращают утечки и несоосность.
Как недообжим, так и переобжим повышают риск отказа.
Отраслевые стандарты определяют выбор трубок для аналитических систем.
Протоколы контроля КИМ для проверки размеров
Контроль на координатно-измерительных машинах (КИМ) обеспечивает высокоточный метод проверки допусков размеров кварцевых трубок для аналитических приложений. Лаборатории используют КИМ для измерения внешнего диаметра, толщины стенок и прямолинейности трубок, гарантируя соответствие каждой трубки требуемым спецификациям. Этот процесс помогает поддерживать постоянство и надежность всех трубок, используемых в чувствительных аналитических установках.
Протоколы проверки на КИМ обычно включают отбор образцов труб из каждой производственной партии и измерение критических размеров в нескольких точках по длине трубы. Такой подход позволяет выявить любые отклонения или дефекты, которые могут повлиять на работу трубки в компрессионных фитингах. В дополнение к КИМ оптическая профилометрия и датчики Go/No-Go предлагают дополнительные методы проверки поверхности и размеров, поддерживая высокие объемы производства и быстрый контроль качества.
Метод проверки | Описание | Пример использования |
|---|---|---|
Измерение на КИМ | Точное измерение размеров кварцевых трубок | Высокие требования к точности |
Оптическая профилометрия | Оценка профиля и шероховатости поверхности | Оценка качества поверхности |
Приборы для измерения скорости | Быстрая проверка размеров на соответствие/несоответствие | Проверка объемов производства |
Влияние шероховатости поверхности на эффективность уплотнения ферулы
Качество поверхности играет решающую роль в эффективности уплотнений ферул в аналитических приборах. Гладкая поверхность со средней шероховатостью (Ra) менее 0,8 мкм обеспечивает надлежащий контакт между трубкой и ферулой, сводя к минимуму риск протечек. Микропористость или шероховатая поверхность могут создавать преимущественные пути утечки, что может нарушить целостность уплотнения и повлиять на результаты анализа.
Технические специалисты часто используют оптическую профилометрию для оценки качества поверхности трубок перед установкой. Постоянное качество поверхности всех трубок помогает поддерживать равномерное сжатие и надежное уплотнение, особенно при многократных термических циклах. Такое внимание к деталям способствует долгосрочной стабильности и точности аналитических измерений.
Ключевые краткие фразы:
Гладкие поверхности улучшают контакт с ферулой и повышают надежность уплотнения.
Рекомендуется шероховатость поверхности менее 0,8 мкм.
Стойкая отделка обеспечивает долговременную работу инструмента.
Как изменение толщины стенки влияет на распределение тепловых напряжений и риск разрушения?
Толщина стенок играет важную роль в производительности и безопасности кварцевых трубок, используемых в аналитических системах. Отклонения в толщине стенок могут привести к неравномерному тепловому напряжению, что повышает риск разрушения трубки при высокотемпературных процессах. Точный контроль и проверка толщины стенок помогают поддерживать уровень утечек, стабильность базовой линии и надежные пределы обнаружения в лабораторных приборах.
Моделирование тепловых напряжений при изменении толщины стенок
Моделирование тепловых напряжений показывает, что как разница температур, так и толщина стенок влияют на напряжение, испытываемое кварцевыми трубками. Более толстые стенки воспринимают большее напряжение, что важно при быстрых циклах нагрева и охлаждения в аналитических приложениях. Однако увеличение толщины стенок также увеличивает вес, что может повлиять на производительность при быстрых изменениях температуры.
Исследования показали, что распределение тепловых напряжений зависит от теплового потока и геометрии стенки трубки. Когда тепловой поток превышает 18,6 кВт/м², уровень напряжений может превысить механические пределы кварца, что может привести к разрушению. Эти результаты помогут инженерам оптимизировать конструкцию трубок для мощных аналитических приборов, обеспечив при этом, чтобы толщина стенок оставалась в безопасных пределах.
Основные выводы | Описание |
|---|---|
Распределение тепловых напряжений | Напряжение и температура меняются по стенке трубы, особенно в нагретых зонах. |
Критический тепловой поток | Превышение 18,6 кВт/м² может привести к механическим повреждениям. |
Последствия для дизайна | Данные поддерживают более безопасную и надежную конструкцию трубок для аналитических приложений. |
Ультразвуковые методы измерения для контроля толщины стенок
Ультразвуковой контроль - это неразрушающий и высокоточный метод измерения толщины стенок кварцевых трубок. Техники помещают зонд с муфтой на поверхность трубки, посылая ультразвуковые волны через материал. Прибор рассчитывает толщину стенки, измеряя время прохождения звука через трубку и возвращения обратно.
Этот метод позволяет обнаружить дефекты и неровности, которые могут нарушить целостность трубы при высокотемпературном использовании. Одинаковая толщина стенок обеспечивает равномерное тепловое расширение, снижая риск локального напряжения и разрушения. Лаборатории полагаются на ультразвуковые измерения, чтобы убедиться в том, что каждая трубка соответствует строгим стандартам производства перед использованием в чувствительных аналитических системах.
Сводные фразы:
Ультразвуковой контроль обеспечивает точное измерение толщины стенок.
Неразрушающий контроль поддерживает надежность труб.
Точная проверка снижает риск разрушения в высокотемпературных областях.
Статистический контроль процессов для обеспечения согласованности производства
Статистический контроль процесса (SPC) помогает производителям поддерживать постоянную толщину стенок в больших партиях кварцевых трубок. Контролируя производственные данные и применяя контрольные карты, инженеры могут быстро выявлять и исправлять отклонения от заданных спецификаций. Такой подход гарантирует, что большинство трубок соответствуют требуемым допускам, обеспечивая надежную работу приборов.
Данные SPC показывают, что поддержание индекса технологичности (Cpk) выше 1,33 приводит к тому, что более 99,7% трубок попадают в желаемый диапазон толщины стенок. Последовательное производство снижает вероятность утечек, смещения базовой линии и простоя приборов. Лаборатории выигрывают от повышения воспроизводимости и уверенности в результатах анализа.
Ключевой момент | Выгода |
|---|---|
Высокий Cpk (>1,33) | Более 99,7% труб соответствуют спецификациям по толщине стенки |
Последовательное производство | Снижает риск утечек и ошибок при работе с приборами |
Надежные результаты | Обеспечивает воспроизводимость результатов анализа |
Какой допуск по длине и качество обработки торцов обеспечивают правильную интеграцию инструментов?
Правильное соблюдение допусков по длине и качество обработки торцов очень важны для интеграции кварцевых трубок в аналитические приборы. Эти факторы влияют на размещение образцов, равномерность температуры и надежность уплотнения. Передовые методы производства и контроля помогают лабораториям достичь точности, необходимой для получения стабильных результатов.
Влияние допуска по длине на точность температурного профиля печи
Допуск по длине напрямую влияет на то, насколько хорошо кварцевая трубка помещается в печь или аналитический прибор. Даже небольшое отклонение может сместить положение трубки, что приведет к неравномерному нагреву и несовместимым температурным профилям. Для приложений, требующих точной длины траектории, стандартный допуск составляет ±0,1 мм, что обеспечивает точное размещение образца и воспроизводимые результаты.
Для достижения таких жестких допусков производители используют лазерные измерительные системы и автоматизированные процессы вытяжки. Постоянная длина трубки позволяет специалистам выравнивать образцы по зонам нагрева, минимизируя колебания температуры и улучшая контроль реакции. Такой уровень точности поддерживает воспроизводимость результатов высокочувствительных анализов.
Технические характеристики | Толерантность |
|---|---|
Точная длина пути | ±0,1 мм |
Сводная таблица:
Точный допуск по длине обеспечивает точное позиционирование образца.
Лазерные измерения и автоматизированное черчение повышают согласованность.
Точная длина трубки обеспечивает воспроизводимость результатов анализа.
Варианты отделки торцов: Полировка пламенем, шлифовка и полировка огнем
Отделка концов кварцевых трубок влияет как на механическую прочность, так и на эффективность уплотнения. Полированные огнем концы обеспечивают гладкую, округлую поверхность, которая противостоит сколам и уменьшает концентрацию напряжений. Шлифованные концы имеют плоскую, перпендикулярную поверхность, идеально подходящую для уплотнения заподлицо с приборными фитингами, а полированные огнем концы сочетают гладкость с повышенной прочностью.
Технические специалисты выбирают отделку концов в зависимости от требований к герметичности прибора и риска термоциклирования. Концы с полировкой пламенем и полировкой огнем хорошо подходят для приложений, требующих высокой термической стабильности, в то время как шлифованные концы подходят для систем, требующих точного выравнивания. Каждый тип отделки проходит проверку на качество кромки, гарантирующую отсутствие сколов или острых краев, которые могут привести к образованию трещин.
Краткие фразы:
Выбор торцевого покрытия влияет на герметичность и долговечность трубки.
Полировка пламенем и огневая полировка концов повышают долговечность.
Заземленные концы обеспечивают оптимальное выравнивание для аналитических приборов.
Характеристики перпендикулярности для правильного уплотнения и выравнивания
Перпендикулярность концов трубок обеспечивает надлежащее уплотнение и выравнивание в аналитических системах. Техники используют Микроюстировочный телескоп для измерения квадратности и параллельности торцов трубы. Процесс включает в себя выравнивание телескопа с помощью приспособлений-пауков для установления базовой линии, а затем измерение обоих концов на предмет неквадратности и параллельности.
Точная перпендикулярность предотвращает кокинг при установке, который может привести к утечкам или несоосности. Постоянная геометрия торца обеспечивает надежное уплотнение, особенно в системах высокого давления или вакуума. Лаборатории документируют эти измерения в рамках обеспечения качества, поддерживая прослеживаемость и соответствие нормативным требованиям.
Ключевой момент | Выгода |
|---|---|
Микроюстировочный телескоп | Точно измеряет квадратность торца |
Проверки параллельности | Обеспечивает правильное выравнивание обоих концов |
Документация | Поддержка прослеживаемости и контроля качества |
Какие передовые технологии производства позволяют достичь точного контроля размеров?
Передовые технологии производства играют важную роль в изготовлении кварцевых трубок с точными размерами для аналитических приложений. Эти методы гарантируют, что каждая трубка соответствует строгим допускам, что необходимо для надежной работы приборов. Понимая и используя эти передовые процессы, лаборатории могут добиться индивидуальных спецификаций.
Управление процессом точного черчения для согласования размеров
Для обеспечения высокой точности размеров при производстве кварцевых трубок в прецизионных процессах вытяжки используются системы управления с замкнутым циклом. Узлы ЧПУ, механизмы подачи и тяговые устройства работают вместе с лазерными дальномерами для контроля и регулировки диаметра трубки в режиме реального времени. Такая интеграция позволяет производителям выпускать трубки с одинаковыми диаметрами и толщиной стенок даже при сложной геометрии.
Высокоточные системы контроля микродавления еще больше улучшают процесс. Эти системы регулируют усилие, прикладываемое во время вытяжки, что помогает создать капиллярные трубки различной формы и размеров. Стабильность производства остается высокой, а риск отклонения размеров снижается, что поддерживает потребности аналитических лабораторий.
Ключевые краткие фразы:
Замкнутый цикл управления обеспечивает постоянство размеров.
Системы ЧПУ и лазерные системы позволяют производить настройку в режиме реального времени.
Контроль микродавления поддерживает нестандартные геометрические формы.
Лазерные измерительные системы для контроля размеров в режиме реального времени
Лазерные измерительные системы обеспечивают непрерывную обратную связь в процессе производства кварцевых трубок для аналитических приложений. Эти системы используют высокоскоростные датчики для сканирования поверхности трубки и обнаружения любых отклонений от заданных размеров. Мониторинг в реальном времени позволяет операторам вносить немедленные коррективы, сокращая количество отходов и повышая общее качество.
Данные, полученные с помощью лазерных систем, показывают, что ошибки в размерах могут быть обнаружены в течение миллисекунд. Такая быстрая реакция помогает поддерживать жесткие допуски, что очень важно для трубок, используемых в чувствительных аналитических приборах. Интеграция лазерных измерений с автоматизированными процессами вытяжки приводит к повышению выхода продукции и уменьшению количества дефектов.
Ключевой момент | Выгода |
|---|---|
Обратная связь в режиме реального времени | Немедленное исправление отклонений |
Высокоскоростные датчики | Быстрое обнаружение ошибок |
Повышение урожайности | Меньше дефектов и выше качество |
Статистический контроль процессов и анализ производственных возможностей
Статистический контроль процессов (SPC) использует анализ данных для мониторинга и контроля процесса производства кварцевых трубок. Отслеживая производственные данные, SPC выявляет тенденции и отклонения, которые могут привести к дефектам. Производители используют эту информацию для поддержания заданных допусков и повышения эффективности.
SPC помогает снизить вариабельность процесса, что приводит к повышению качества продукции и снижению производственных затрат. Последовательное применение SPC обеспечивает соответствие размеров заказных трубок требованиям аналитических лабораторий. Сотрудничество с производителями и тщательное документирование валидированных методов способствуют надежной интеграции приборов.
Ключевые краткие фразы:
SPC отслеживает и контролирует изменчивость процесса.
При анализе данных соблюдаются жесткие допуски.
Документация и сотрудничество обеспечивают качество.
Как аналитические лаборатории должны указывать требования к размерам для специальных приложений?
Аналитические лаборатории должны определить точные требования к размерам, чтобы обеспечить совместимость и производительность в индивидуальных приборных установках. Каждая спецификация влияет на то, как кварцевые трубки для аналитических применений взаимодействуют с фитингами, зонами нагрева и системами обнаружения. Тщательное планирование и документация помогают лабораториям добиваться надежных результатов и соблюдать нормативные требования.
Разработка спецификаций критических измерений на основе аналитических требований
Лаборатории начинают с определения того, какие размеры трубок непосредственно влияют на аналитические показатели. Технические специалисты изучают руководства к приборам и протоколы методов, чтобы определить необходимый внешний диаметр, толщину стенок и длину для каждого случая применения. Они оценивают, как эти размеры влияют на целостность уплотнения, позиционирование образца и термостабильность.
Инженеры часто используют исторические данные предыдущих установок для определения базовых спецификаций. Например, исследование 550 аналитических установок показало, что трубки с допусками на внешний диаметр ±0,05 мм и толщину стенок ±5% поддерживают скорость утечки ниже 1×10-⁸ мбар-л/с. Эти результаты позволяют выбрать кварцевые трубки для аналитических приложений, которые отвечают требованиям высокочувствительных приборов.
Сводные фразы:
Критические размеры влияют на надежность и точность прибора.
Исторические данные помогают принимать решения по спецификациям.
Правильное планирование обеспечивает совместимость с аналитическими системами.
Анализ превышения допусков для многокомпонентных сборок
Анализ стека допусков помогает лабораториям предсказать, как отклонения в размерах нескольких компонентов могут повлиять на общую производительность системы. Технические специалисты рассчитывают суммарный эффект допусков на трубки, фитинги и уплотнения, чтобы предотвратить несоосность или утечки. Они используют электронные таблицы или инструменты САПР для моделирования этих взаимодействий и определения приемлемых диапазонов допусков.
Данные по многокомпонентным сборкам показывают, что суммарное превышение более 0,15 мм может привести к поломке уплотнения или смещению образца. Лаборатории регулируют допуски отдельных компонентов, чтобы удержать общее значение в безопасных пределах. Такой подход улучшает воспроизводимость и сокращает время на устранение неполадок при настройке прибора.
Ключевой момент | Воздействие |
|---|---|
Анализ стека | Предотвращает смещение и утечки |
CAD-моделирование | Определяет взаимодействие толерантности |
Безопасные пределы | Улучшает воспроизводимость |
Стандарты документации для пользовательских спецификаций кварцевых трубок
Четкая документация обеспечивает прослеживаемость и соблюдение нормативных требований в лабораторных условиях. Технические специалисты записывают все спецификации размеров, результаты проверок и критерии приемки для каждой заказной трубы. Они включают методы измерения, такие как КИМ или ультразвуковой контроль, и связывают каждую трубку с ее производственной партией.
Регулирующие органы требуют от лабораторий ведения подробных записей для валидации методов и квалификации приборов. Надлежащая документация позволяет инженерам проследить любые проблемы с производительностью до конкретных пробирок или партий. Такая практика повышает уверенность в результатах анализа и поддерживает долгосрочную надежность приборов.
Сводные фразы:
Документация обеспечивает прослеживаемость и соответствие требованиям.
Подробные записи позволяют анализировать первопричины.
Регулирующие органы требуют подтвержденных спецификаций.
Кварцевые трубки для аналитических приложений требуют точного контроля диаметра, толщины стенок и длины для обеспечения совместимости с приборами. В следующей таблице приведены наиболее важные характеристики:
Технические характеристики | Диапазон |
|---|---|
Диаметр | 1,5 - 160 мм |
Длина | 10 - 3000 мм |
Толщина стенок | 0,5 - 15 мм |
Лаборатории повышают надежность, следуя отраслевым практикам.
Прослеживаемость связывает каждую трубку с ее партией и записями о плавке.
Для поддержания стабильного производства в процессе управления используются диаграммы SPC.
Записи о проверке документируют размеры, допуски и чистоту.
Аккредитованные лаборатории проверяют размеры перед интеграцией прибора.
Тщательный выбор и документирование помогают лабораториям добиться стабильной работы и соответствия нормативным требованиям.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Какой допуск на внешний диаметр обеспечивает надежное уплотнение в аналитических приборах?
Производители рекомендуют допуск на внешний диаметр кварцевых трубок в пределах ±0,05 мм. Эта спецификация помогает предотвратить утечки и несоосность. Лаборатории добиваются стабильной целостности уплотнений, проверяя размеры трубок с помощью КИМ.
Сводные баллы:
Допуск ±0,05 мм на наружный диаметр предотвращает утечки.
Контроль на КИМ подтверждает точность.
Надежное уплотнение поддерживает производительность прибора.
Какое изменение толщины стенки повышает риск разрушения при термоциклировании?
Отклонение толщины стенки свыше ±10% повышает риск разрушения на 40-60%. Тонкие участки испытывают повышенное тепловое напряжение, что может привести к образованию трещин. Ультразвуковое измерение помогает лабораториям обнаруживать и избегать труб с небезопасным отклонением толщины.
Ключевые данные | Воздействие |
|---|---|
Отклонение > ±10% | 40-60% повышенный риск |
Ультразвуковой контроль | Обнаружение дефектов |
Равномерная толщина | Уменьшает количество переломов |
Какой допуск на длину обеспечивает точное позиционирование образца в печи?
Допуск по длине ±1,0 мм для трубок длиной менее 500 мм обеспечивает правильное размещение образцов. Точная длина пробирок позволяет поддерживать постоянный температурный профиль. Лаборатории используют лазерное измерение для проверки длины трубки перед установкой.
Сводные баллы:
Допуск ±1,0 мм обеспечивает точность.
Лазерное измерение подтверждает длину.
Последовательные профили улучшают результаты.
Какие варианты отделки торцов улучшают герметичность и долговечность труб?
Техники выбирают полированные пламенем, шлифованные или полированные огнем концы в зависимости от потребностей инструмента. Полированные пламенем концы устойчивы к сколам. Шлифованные концы обеспечивают плоскую поверхность для уплотнения. Полированные огнем концы сочетают в себе гладкость и прочность.
Тип отделки | Выгода |
|---|---|
Отполированный до блеска | Устойчив к сколам |
Земля | Плоский для уплотнения |
Огнеупорная полировка | Гладкий и прочный |
Какая документация подтверждает соответствие спецификаций кварцевых трубок нормативным требованиям?
Лаборатории ведут учет размеров трубок, результатов проверки и номеров партий. Документация обеспечивает прослеживаемость и поддерживает валидацию методов. Регулирующие органы требуют подробных записей для квалификации приборов.
Сводные баллы:
Записи связывают пробирки с партиями.
Документация поддерживает валидацию.
Соответствие стандартам обеспечивает надежность.




