Точные допуски на диаметр кварцевых трубок играют важнейшую роль в высокопроизводительных и чувствительных к затратам отраслях промышленности. Производители полагаются на специализированные методы производства, строгий контроль процессов и надежный контроль качества, чтобы гарантировать соответствие каждой трубки высоким стандартам. Если спецификации допусков не соответствуют правильному процессу производства, производственные затраты возрастают, а эксплуатационные характеристики продукции ухудшаются из-за таких проблем, как неправильная посадка или снижение прочности.
Основные выводы
Прецизионное сужение отверстий позволяет достичь самых жестких допусков, что делает его идеальным для высокоточных применений.
Непрерывная вытяжка методом плавления обеспечивает баланс между стоимостью и допуском, подходит для кварцевых трубок большого диаметра.
Вторичная обработка необходима для обеспечения сверхжестких допусков, гарантирующих высокую точность в критически важных областях применения.
Выбор правильного метода производства, основанного на потребностях приложения, помогает оптимизировать качество и снизить затраты.
Регулярный контроль качества и точное измерительное оборудование обеспечивают соответствие кварцевых трубок строгим стандартам допуска.
Какие методы производства определяют достижимые допуски на диаметр кварцевых трубок?

Производители выбирают специальные методы изготовления труб и трубок, чтобы контролировать допуски на диаметр кварцевые трубки. Каждый метод предлагает уникальные возможности, поэтому важно подобрать процесс в соответствии с требованиями приложения. Понимание того, почему каждый метод позволяет добиться определенных допусков, помогает инженерам оптимизировать качество и затраты.
Основы процесса прецизионного сужения отверстий и возможности обеспечения допусков
Прецизионная усадка отверстий позволяет производителям добиваться чрезвычайно жестких допусков для кварцевых трубок. Этот метод использует нагретую оправку и вакуумную среду для точной усадки трубки, поэтому он предпочтителен для приложений, требующих высокой точности. Этот процесс обеспечивает соответствие кварцевых трубок строгим стандартам для аналитических приборов и волоконной оптики.
Основная причина выбора прецизионной термоусадки отверстий заключается в ее способности обеспечить допуски до ±0,02 мм для кварцевых трубок малого диаметра. Материал оправки и обработка поверхности напрямую влияют на точность конечной трубки, поэтому производители используют оправки из нержавеющей стали или титана, отполированные до зеркального блеска. Этот метод также минимизирует шероховатость поверхности, что очень важно для лабораторных и оптических применений.
Ключевые моменты:
Прецизионная усадка отверстий позволяет достичь самых жестких допусков при производстве труб.
Качество оправки и контроль процесса необходимы для получения стабильных результатов.
Этот метод идеально подходит для тех случаев, когда даже незначительное изменение диаметра может привести к поломке.
Непрерывный фьюзинговый рисунок и присущие ему вариации размеров
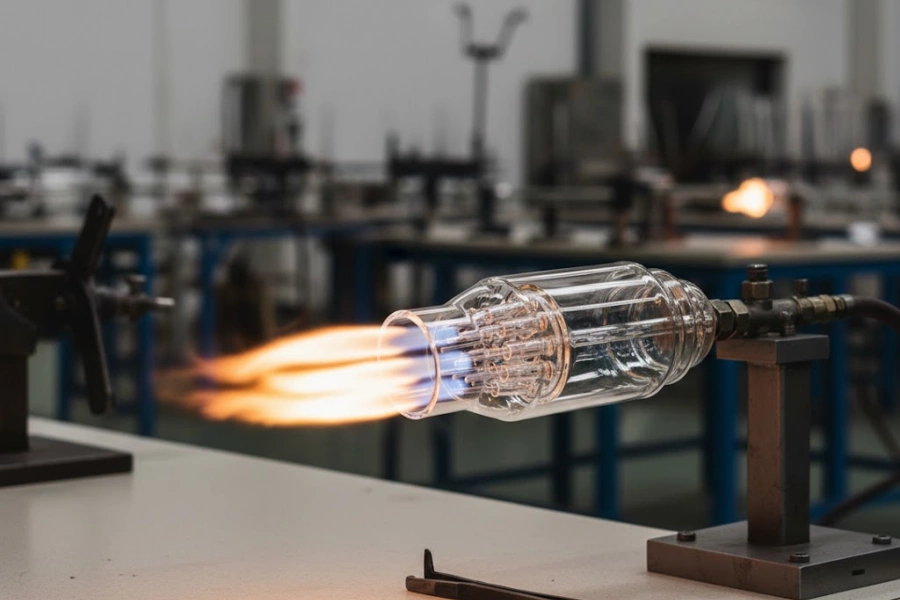
Непрерывная вытяжка плавлением - наиболее распространенный метод производства кварцевых трубок большого диаметра. Производители используют этот процесс, поскольку он позволяет сбалансировать стоимость и достижимые допуски, что делает его подходящим для применения в полупроводниковых и промышленных печах. Метод предполагает протягивание расплавленного кварца через фильеру, что вносит некоторые отклонения в размеры.
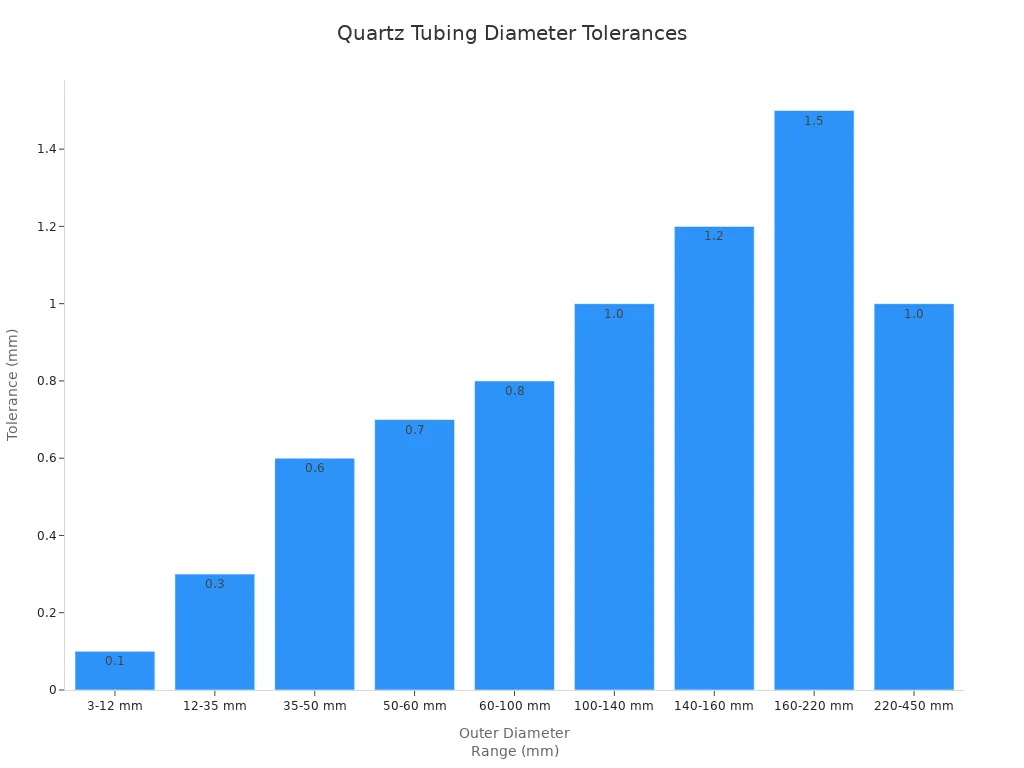
Колебания температуры и изменение скорости вытяжки объясняют, почему непрерывная вытяжка плавлением не может соответствовать жестким допускам прецизионной термоусадки отверстий. Например, трубки диаметром от 100 до 450 мм обычно имеют допуски от ±0,3 мм до ±1,0 мм. В следующей таблице приведены типичные допуски для кварцевых трубок, изготовленных различными методами производства труб:
Диапазон наружных диаметров (мм) | Допуск (мм) |
|---|---|
3 ≤ Φ < 12 | ±0.1 |
12 ≤ Φ < 35 | ±0.3 |
35 ≤ Φ < 50 | ±0.6 |
50 ≤ Φ < 60 | ±0.7 |
60 ≤ Φ < 100 | ±0.8 |
100 ≤ Φ < 140 | ±1.0 |
140 ≤ Φ < 160 | ±1.2 |
160 ≤ Φ < 220 | ±1.5 |
220 ≤ Φ < 450 | ±1.0 |
Производители выбирают непрерывную вытяжку плавлением, когда им необходимо выпускать кварцевые трубки в больших объемах с умеренными требованиями к допускам.
Операции вторичной обработки для сверхтонких допусков
Операции вторичной обработки позволяют решить проблему, когда кварцевые трубки требуют более жестких допусков, чем те, которые достигаются только вытяжкой или усадкой. Производители используют шлифовку и полировку для уточнения размеров кварцевых трубок после первоначального процесса изготовления труб. Этот этап необходим для сверхточных применений, таких как оптические компоненты и роботизированная сборка.
Основная причина использования вторичной обработки - достижение допусков до ±0,01 мм, что невозможно при использовании первичных методов производства. Однако этот процесс увеличивает время и стоимость производства, поэтому производители используют его только в тех случаях, когда требуется максимальная точность. Решение о механической обработке кварцевых трубок зависит от тщательного баланса между функциональными требованиями и экономической целесообразностью.
Сводная таблица: Почему стоит выбрать вторичную обработку?
Причина | Эффект |
|---|---|
Необходимость в сверхвысоком допуске | Достигает ±0,01 мм |
Требования к чистоте поверхности | Улучшает гладкость оптики |
Критичность посадки при сборке | Обеспечивает надежную автоматизированную сборку |
Понимая, почему каждый метод производства труб обеспечивает определенные допуски, производители могут выбрать оптимальный процесс для своих кварцевых труб и избежать лишних затрат.
Как с помощью прецизионной термоусадки отверстий достигаются допуски ±0,02-0,05 мм для труб малого диаметра?
Прецизионная усадка отверстий является ведущим методом достижения точных допусков на диаметр кварцевых трубок в приложениях малого диаметра. В этом процессе используется передовой инженерный контроль, позволяющий получать кварцевые трубки с непревзойденной точностью. Производители полагаются на этот метод, когда требуется высочайший уровень точности и надежности.
Выбор материала оправки и требования к стабильности размеров
Выбор материала оправки играет решающую роль в достижении жестких допусков для кварцевых трубок. Оправки из нержавеющей стали и титана отличаются высокой стабильностью размеров при повышенных температурах, что обеспечивает сохранение формы трубки в процессе усадки. Выбор оправки влияет как на достижимую точность, так и на долгосрочную стабильность процесса.
Для передачи правильной формы кварцевой трубке оправки должны иметь поверхность более гладкую, чем Ra 0,1 мкм, и точность размеров в пределах ±0,001 мм. Если оправка расширяется или деформируется под воздействием тепла, трубка не будет соответствовать требуемым допускам на размеры. Производители заменяют оправки после определенного количества циклов, чтобы предотвратить влияние термической деградации на качество трубки.
Ключевые моменты:
Материал и отделка оправки напрямую влияют на точность кварцевых трубок.
Стабильность размеров при высоких температурах очень важна для получения стабильных результатов.
Регулярная замена оправки позволяет поддерживать точные допуски диаметра кварцевых трубок.
Параметры процесса вакуумной термоусадки и контроль допусков
Процесс вакуумной термоусадки использует контролируемую температуру и давление для достижения точных допусков на диаметр кварцевых трубок. Операторы нагревают кварцевую трубку и оправку до 1600-1700°C под вакуумом 10-² торр, что позволяет трубке плотно сжиматься вокруг оправки. Такая среда предотвращает загрязнение и обеспечивает равномерную усадку.
Во избежание отклонения размеров необходим точный контроль температуры и вакуумного давления. Если температура колеблется более чем на ±10°C, в трубке могут появиться овальность или дефекты поверхности. Производители тщательно контролируют эти параметры, чтобы гарантировать, что каждая партия кварцевых трубок соответствует заданным допускам.
Параметр процесса | Целевое значение | Влияние на переносимость |
|---|---|---|
Температура усадки | 1600-1700°C | Сохраняет округлость трубы |
Уровень вакуума | 10-² торр | Предотвращает загрязнение |
Время удержания | 3-12 минут | Контролирует толщину стенки |
Скорость охлаждения | 50-100°C/час | Уменьшает тепловое напряжение |
Такой тщательный контроль процесса объясняет, почему вакуумная термоусадка достигает такой высокой точности.
Диапазон диаметров трубок и отношения достижимых допусков
Взаимосвязь между диаметром трубки и достижимым допуском определяет выбор метода производства. Прецизионная термоусадка отверстий лучше всего подходит для кварцевых трубок диаметром от 5 до 100 мм, где она может обеспечить допуски до ±0,02 мм. При больших диаметрах возникают проблемы со стабильностью оправки и равномерной теплопередачей.
Маленькие трубки выигрывают благодаря плотному прилеганию оправки к кварцу, что обеспечивает сверхточный контроль. С увеличением диаметра трубки поддерживать прежний уровень точности становится все сложнее из-за теплового расширения и механических напряжений. Для больших трубок, требующих менее строгих допусков, производители используют непрерывное сплавление или вторичную обработку.
Диаметр трубки (мм) | Достижимый допуск (мм) | Рекомендуемый метод |
|---|---|---|
5-20 | ±0.02 | Прецизионное сужение отверстий |
20-50 | ±0.03 | Прецизионное сужение отверстий |
50-100 | ±0.05 | Прецизионное сужение отверстий |
>100 | ±0,3 - ±1,0 | Непрерывная плавка или механическая обработка |
В этой таблице показано, почему производители выбирают прецизионную термоусадку отверстий для кварцевых трубок малого диаметра.
Выбор допусков для прецизионных изделий с отверстиями с учетом специфики применения
Требования к применению определяют выбор допусков на размеры кварцевых трубок. Инженеры должны учитывать такие факторы, как температура, химическое воздействие и оптическая прозрачность, чтобы избежать проблем с производительностью или выхода изделия из строя. Пренебрежение этими требованиями может привести к дорогостоящей доработке или простою системы.
Производители предлагают широкий спектр спецификаций для различных областей применения. Например, сверхточные отверстия с допусками ±.00001" предназначены для аналитических приборов, в то время как стандартные допуски ±.0005" отвечают большинству лабораторных потребностей. Кварцевые трубки высокой чистоты с точными допусками на диаметр кварцевых трубок обеспечивают надежную работу в сложных условиях.
Технические характеристики | Подробности |
|---|---|
Диаметры трубок | .005" - 2.0" |
Размеры отверстий | .0001" - 1.9" |
Допуск на наружный диаметр | ±.0005" |
Сверхточные отверстия | ±.00001" |
Диапазон длины | 0,1" - 60,0" |
Допуск по длине | ±.001" |
Выбор правильного допуска для каждого конкретного случая обеспечивает производительность и экономическую эффективность.
Почему методы непрерывного электрического и пламенного наплавления дают разные диапазоны допусков?
Методы непрерывного электрического и пламенного наплавления дают разные диапазоны допусков из-за уникального управления процессом и физических ограничений. Производители должны понимать эти различия, чтобы выбрать правильный метод для каждого применения. Соответствие спецификаций допусков технологическим возможностям помогает оптимизировать стоимость и качество кварцевых трубок.
Конструкция тигля для электроплавки и точность отверстий фильеры
При электроплавке для придания формы кварцевым трубкам используется тигель из тугоплавкого металла и прецизионно обработанное отверстие в матрице. Конструкция тигля обеспечивает равномерный нагрев, что стабилизирует вязкость расплавленного кварца и позволяет более жестко контролировать диаметр. Точность отверстия матрицы, которая часто находится в пределах ±0,05 мм, напрямую ограничивает минимально достижимый допуск.
Производители контролируют температуру тигля и износ фильеры в режиме реального времени для поддержания постоянных размеров труб. Автоматизированные системы обратной связи регулируют нагревательные элементы и скорость протяжки, уменьшая человеческий фактор и улучшая воспроизводимость. Такой подход позволяет достичь допусков ±0,3 мм при электроплавке труб диаметром от 100 до 300 мм.
В сводной таблице указаны причинно-следственные связи в этом процессе:
Фактор | Влияние на переносимость |
|---|---|
Однородность тигля | Уменьшает разброс диаметров |
Точность отверстий в фильере | Устанавливает минимально достижимый допуск |
Автоматизированные средства управления | Улучшает консистенцию |
Компания Electrical fusion отличается тем, что производит кварцевые трубки с надежными допусками, соответствующими промышленным стандартам.
Ограничения и влияние допусков на температурный контроль при пламенной сварке
Пламенная термоплавка основана на использовании водородно-кислородного пламени для плавления и придания формы кварцевым трубкам, однако контроль температуры представляет определенные трудности. В открытом пламени температура колеблется в пределах ±50-80°C, что влияет на вязкость расплава и приводит к большим отклонениям в размерах. Эти колебания затрудняют достижение таких же жестких допусков, как при электроплавке.
На согласованность допусков при пламенной сварке влияют несколько факторов:
Может произойти девитрификациячто приводит к образованию частиц и снижению высокотемпературных характеристик.
Загрязнение щелочными растворами или солями способствует девитрификации и ослабляет структуру труб.
Более высокое содержание гидроксила (OH) увеличивает скорость девитрификации, что еще больше влияет на стабильность толерантности.
Ключевые моменты:
Контроль температуры плавления ограничивает постоянство допусков для кварцевых трубок.
Загрязнения и содержание OH влияют на целостность структуры и точность размеров.
Производители должны контролировать переменные процесса, чтобы соответствовать требуемым стандартам.
Пламенное наплавление остается экономически эффективным выбором для кварцевых трубок большого диаметра, где приоритетными являются умеренные допуски и низкое содержание OH.
Оптимизация скорости протяжки для труб разного диаметра
Скорость протяжки играет важную роль в определении окончательного допуска кварцевых трубок при обоих методах сплавления. При электроплавке используются автоматизированные системы для поддержания стабильной скорости протяжки, обычно от 2 до 5 мм в минуту, что позволяет свести к минимуму отклонения по диаметру. При плазменной плавке часто требуется ручная регулировка, что приводит к менее стабильной скорости протяжки и большей вариативности допусков.
Операторы регулируют скорость протяжки в зависимости от диаметра трубы и условий применения. Более низкая скорость вытягивания позволяет лучше контролировать и обеспечивать более строгие допуски, в то время как более высокая скорость увеличивает производительность, но может вносить большую вариативность. Инструменты мониторинга в реальном времени помогают операторам вносить обоснованные коррективы для оптимизации качества и эффективности.
Ключевые моменты:
Оптимизация скорости протяжки улучшает контроль допусков для кварцевых трубок.
Автоматизированные системы в электросварке повышают согласованность.
Ручная регулировка пламени требует квалифицированных операторов для соблюдения стандартов.
Правильный выбор скорости протяжки гарантирует, что кварцевые трубки будут соответствовать требованиям к размерам и производительности.
Компромисс между содержанием OH и допустимыми размерами при выборе метода слияния
При выборе метода сплавления кварцевых трубок производители должны соблюдать баланс между низким содержанием гидроксила (OH) и требуемыми допусками на размеры. При электроплавке получаются трубки с более низким содержанием OH, обычно менее 30 ppm, и достигаются более жесткие допуски. Плавление в пламени, хотя и позволяет получать более крупные трубки, приводит к более высокому содержанию OH, часто от 150 до 200 ppm, и более слабым допускам.
Компромисс между содержанием OH и допуском влияет на пригодность кварцевых трубок для конкретных применений. Полупроводниковая и оптическая промышленность часто требует низкого содержания OH и точных размеров, что делает предпочтительным метод электроплавки. В промышленных печах приоритетом может быть низкая стоимость и большие размеры, при этом допускается более высокое содержание OH и более широкие допуски.
Сводная таблица иллюстрирует эти компромиссы:
Метод слияния | Содержание OH (ppm) | Типичный допуск (мм) | Лучшее приложение |
|---|---|---|---|
Электрический синтез | 10-30 | ±0.3-0.5 | Полупроводники, оптика |
Слияние пламени | 150-200 | ±0.5-1.0 | Промышленные печи |
Выбор подходящего метода плавления обеспечивает соответствие кварцевых трубок функциональным и промышленным стандартам.
Когда вторичная обработка с ЧПУ оправдывает затраты на сверхточные допуски?
Вторичная обработка с ЧПУ становится необходимой, когда требуются кварцевые трубки с допусками, более жесткими, чем можно достичь первичными методами производства. Производители обращаются к этому процессу для решения сверхточных задач в таких отраслях, как оптика, робототехника и лабораторный анализ. Решение об использовании вторичной обработки зависит от баланса между функциональными требованиями и дополнительными затратами.
Выбор процесса бесцентрового шлифования по сравнению с ID/OD шлифованием
Инженеры должны выбирать между бесцентровым шлифованием и шлифованием ID/OD, исходя из геометрии и требований к допускам кварцевых трубок. Бесцентровое шлифование лучше всего подходит для достижения равномерного внешнего диаметра, в то время как шлифование ID/OD направлено на обработку как внутренних, так и внешних поверхностей для нестандартных кварцевых изделий. Выбор влияет как на достижимую точность, так и на эффективность производства.
Бесцентровое шлифование обеспечивает более высокую производительность и лучшую концентричность для высококачественных кварцевых трубок, особенно когда внешний диаметр имеет решающее значение. Шлифование ID/OD обеспечивает гибкость при обработке сложных форм или когда обе поверхности требуют сверхжестких допусков. Каждый метод позволяет удовлетворить различные требования конечного использования для изготовления нестандартных кварцевых компонентов.
Ключевые моменты:
Бесцентровое шлифование отличается равномерностью и скоростью обработки OD.
Шлифование ID/OD подходит для обработки сложных поверхностей или поверхностей с двумя допусками.
Выбор метода влияет на стоимость и достижимый допуск.
Технические характеристики алмазного круга и достижение чистоты поверхности
Выбор алмазного круга напрямую влияет на качество поверхности и точность размеров кварцевых трубок. Производители используют круги с определенной зернистостью, чтобы добиться желаемой гладкости для высококачественных кварцевых изделий. Правильно подобранный круг обеспечивает минимальные дефекты поверхности и поддерживает жесткие допуски.
Алмазные круги с мелкой зернистостью обеспечивают более гладкую поверхность, что очень важно для оптических и лабораторных кварцевых трубок. Более грубые круги быстро удаляют материал, но могут оставлять микроцарапины, что негативно сказывается на работе в чувствительных областях. Операторы следят за износом круга, чтобы поддерживать стабильные результаты на протяжении всего производства.
Фактор алмазного диска | Влияние на кварцевые трубки |
|---|---|
Зернистость | Более мелкая зернистость = более гладкая поверхность |
Твердость колеса | Более жесткое колесо = лучший контроль размеров |
Интенсивность износа | Постоянный финиш на длинных дистанциях |
В этой таблице показано, как характеристики колеса влияют на качество кварцевых трубок, изготовленных на заказ.
Анализ экономической безубыточности операций механической обработки
Производители обосновывают необходимость вторичной обработки кварцевых трубок, анализируя точку безубыточности между дополнительными затратами и снижением количества брака. Более жесткие допуски требуют больше времени, специализированных инструментов и тщательного контроля, что увеличивает производственные затраты. Однако эти затраты могут быть компенсированы, если стоимость уменьшенного количества брака и улучшенного выхода сборки превысит премию за обработку.
Типичная разбивка затрат включает в себя дополнительное время обработки, отходы материала и повышенные требования к контролю. Обработка с высокими допусками обходится дороже из-за более медленного процесса и необходимости использования специальных приспособлений и заготовок. Экономическое решение зависит от объема заказа и стоимости бракованных деталей.
Дополнительное время обработки увеличивает трудозатраты.
Более жесткие ограничения приводят к увеличению количества отходов материала.
Тщательная проверка повышает расходы на контроль качества.
Производители используют этот анализ для принятия решения о рентабельности сверхточной обработки кварцевых трубок.
Расчеты по превышению допусков для многокомпонентных сборок
Расчеты с учетом допусков объясняют, почему для кварцевых трубок, используемых в сборках, иногда требуется сверхточная обработка. Когда несколько компонентов соединяются друг с другом, небольшие отклонения в каждой детали могут суммироваться, вызывая несоосность или сбои в сборке. Инженеры рассчитывают общую возможную погрешность, чтобы гарантировать соответствие конечного продукта функциональным требованиям.
Если величина схождения превышает допустимый предел, вторичная обработка становится единственным способом гарантировать правильную посадку и производительность. Такой подход широко распространен в высококачественных кварцевых сборках для оптики, робототехники и аналитических приборов. Производители полагаются на точные расчеты, чтобы избежать дорогостоящей доработки или простоя системы.
Ключевые моменты:
Если не контролировать превышение допусков, это может привести к проблемам при сборке.
Сверхточная обработка обеспечивает надежную посадку в многокомпонентных системах.
Точные расчеты предотвращают сбои в работе заказных кварцевых узлов.
Как производители должны подходить к спецификации допусков в запросах на поставку кварцевых трубок?
Производители должны подходить к определению допусков с тщательным анализом, чтобы обеспечить качество и экономическую эффективность. Они должны согласовывать производственный процесс с требованиями приложения, избегая произвольных или чрезмерно строгих допусков. Такой подход способствует повышению качества и снижению ненужных расходов.
Анализ функциональных допусков в сравнении с произвольными спецификациями
Анализ функциональных допусков помогает производителям определить, почему для кварцевых трубок необходим тот или иной допуск. Инженеры анализируют условия конечного использования, соответствие сборке и требования к производительности, прежде чем устанавливать предельные значения. Этот метод позволяет избежать завышения спецификации, что может увеличить затраты и усложнить производственный процесс.
Когда команды используют произвольные спецификации, они рискуют выбрать допуски, которые не улучшают качество или надежность. Это может привести к увеличению количества брака и увеличению времени выполнения заказа. Функциональный анализ позволяет убедиться, что каждый допуск напрямую поддерживает выполнение запланированной функции.
Основные выводы:
Функциональный анализ позволяет согласовать допуски с реальными потребностями.
Произвольные допуски могут привести к увеличению стоимости без повышения качества.
Тщательный анализ способствует эффективному обеспечению качества.
Индексы возможностей производственного процесса и отношения допусков
Производители используют индексы возможностей процесса, такие как Cpk, чтобы понять, почему производственный процесс может стабильно соответствовать заданному допуску на кварцевые трубки. Значения Cpk выше 1,33 указывают на то, что процесс может надежно производить продукцию в заданных пределах. Такой подход, основанный на данных, способствует обеспечению качества, связывая возможности процесса с достижимыми допусками.
В сводной таблице представлены эти взаимосвязи:
Технологические возможности (Cpk) | Допустимость Достижимость | Влияние обеспечения качества |
|---|---|---|
>1.67 | Сверхплотный (±0,02 мм) | Высочайшая консистенция |
1.33-1.67 | Точность (±0,05 мм) | Надежное качество |
<1.33 | Стандарт (±0,1 мм+) | Усиленный контроль |
Производители выбирают процессы с проверенными индексами возможностей, чтобы гарантировать соответствие кварцевых трубок требованиям к качеству и калибровке.
Критерии квалификации поставщика для различных категорий допусков
Квалификация поставщиков гарантирует, что только компетентные партнеры поставляют кварцевые трубки требуемого качества. Производители оценивают поставщиков на основе технологической документации, сертификатов калибровки и протоколов обеспечения качества. Этот шаг объясняет, почему стабильное качество зависит от опыта поставщика и надежных измерительных систем.
Поставщики должны продемонстрировать отслеживаемую калибровку измерительного оборудования и соблюдение международных стандартов. Они также предоставляют данные статистического контроля процессов для подтверждения постоянного качества. Эти критерии помогают производителям избежать проблем с качеством и обеспечить надежную работу.
Ключевые критерии поставщика:
Документированные возможности и калибровка процесса
Проверенные системы обеспечения качества
Последовательное обеспечение требуемых допусков
Оптимизация затрат и допусков при закупках больших объемов
Оптимизация затрат и допусков объясняет, почему производители должны балансировать между жесткими допусками и экономической эффективностью при крупносерийных заказах кварцевых трубок. Более жесткие допуски увеличивают время на проверку, отбраковку и производство, в то время как большие минимальные объемы заказа (MOQ) могут снизить стоимость единицы продукции. В следующей таблице приведены основные факторы:
Фактор | Типичный эффект | Количественный сигнал |
|---|---|---|
OD/ID и стенка | ↑ Стоимость, ↑ Лид | Увеличенный внешний диаметр или более тонкая стенка увеличивают время цикла |
Толерантность | ↑ Стоимость | Затяжка с точностью до ±0,1 мм повышает качество контроля и количество брака |
Степень чистоты | ↑ Стоимость | 99,99% SiO₂ предпочтительнее, чем 99,9% |
Вторичные операции | ↑ Стоимость/Лид | Кривые, стыки, канавки добавляют циклы работы печи |
MOQ | ↓ Стоимость единицы продукции | Большие партии амортизируют затраты на установку |
Производители используют эти данные для выбора допусков, которые поддерживают как качество, так и стоимость, обеспечивая эффективное управление производственным процессом и надежный контроль качества.
Какие методы контроля качества подтверждают соблюдение допусков в производственных процессах?

Методы контроля качества позволяют производителям доверять допускам на диаметр кварцевых трубок. Эти методы основаны на точных измерениях, современном оборудовании и строгих протоколах, чтобы гарантировать соответствие каждой трубки ее спецификации. Производители используют эти стратегии для предотвращения дорогостоящих ошибок и поддержания высоких стандартов продукции.
Выбор измерительного оборудования для различных диапазонов допусков
Производители выбирают измерительное оборудование в зависимости от требуемого допуска для каждой кварцевой трубки. Для высокоточных трубок нужны координатно-измерительные машины или лазерные микрометры, а для стандартных трубок - штангенциркули или манометры. Выбор оборудования объясняет, почему измерения остаются точными при различных методах производства.
Точность измерений зависит от разрешения и калибровки прибора. Например, КИМ с точностью ±0,002 мм обеспечивает сверхжесткие допуски, а лазерный микрометр, сканирующий с частотой 2000 Гц, обнаруживает небольшие изменения диаметра. Выбор оборудования обеспечивает соответствие измерений требованиям к допускам в каждом конкретном случае.
Производители полагаются на следующее оборудование для надежных измерений:
КИМы: Для допусков менее ±0,05 мм
Лазерные микрометры: Для поточных высокоскоростных измерений
Калиперы/датчики: Для стандартных проверок
Стратегии проверки размеров на линии и после обработки
Производители используют поточные и послепроцессные проверки, чтобы объяснить, почему измерения позволяют выявить ошибки на ранней стадии или подтвердить конечное качество. Системы поточного контроля контролируют размеры труб в процессе производства, а послепроцессные проверки подтверждают качество готовой продукции. Такой двойной подход снижает риск необнаруженных отклонений.
Измерения на линии обеспечивают обратную связь в режиме реального времени, позволяя операторам корректировать параметры и предотвращать дефекты. Измерения после процесса с помощью калиброванных инструментов подтверждают, что каждая партия соответствует спецификациям. Обе стратегии поддерживают стабильное качество и снижают количество брака.
Метод проверки | Когда используется | Влияние на измерения |
|---|---|---|
В линию | Во время производства | Немедленное обнаружение ошибок |
Постобработка | После производства | Окончательный контроль качества |
Внедрение статистического управления процессом для контроля допусков
Статистический контроль процессов (SPC) объясняет, почему производители могут обнаружить тенденции и предотвратить возникновение условий, выходящих за рамки допустимых. SPC использует графики и анализ данных для отслеживания измерений во времени. Этот метод помогает выявить дрейф процесса до того, как он приведет к несоответствию труб.
Операторы проводят измерения через заданные промежутки времени и наносят их на контрольные карты. Если результаты измерений приближаются к контрольным пределам, они исследуют и корректируют процесс. SPC повышает выход продукции и снижает вероятность дорогостоящих переделок.
Ключевые моменты для эффективного SPC в производстве кварцевых трубок:
Регулярные измерения поддержка раннего обнаружения отклонений
Контрольные карты визуализация тенденций и выбросов
Своевременное вмешательство предотвращает нарушения допуска
Требования к калибровке и прослеживаемости для критических измерений
Калибровка и прослеживаемость объясняют, почему измерения остаются достоверными во всех производственных процессах. Производители калибруют оборудование по национальным или международным стандартам, обеспечивая точность каждого измерения. Записи о прослеживаемости связывают каждое измерение с сертифицированным эталоном.
Регулярная калибровка предотвращает дрейф и поддерживает уверенность в измерениях. Прослеживаемость позволяет производителям подтверждать соответствие требованиям при проведении аудитов или проверках клиентов. Эти методы обеспечивают надежный контроль качества и укрепляют доверие клиентов.
Требование | Назначение | Влияние на измерения |
|---|---|---|
Калибровка | Обеспечивает точность | Предотвращает смещение измерений |
Прослеживаемость | Ссылки на стандарты | Поддержка готовности к аудиту |
Производители кварцевых трубок добиваются точных допусков по диаметру, используя правильные методы производства, строгий контроль процесса и передовые средства обеспечения качества. Они оптимизируют стоимость и качество, когда приводят спецификации допусков в соответствие с реальными потребностями каждого приложения.
Тщательный выбор метода обеспечивает надежные результаты.
Строгий контроль процессов обеспечивает постоянство.
Контроль качества проверяет каждую трубку.
Производители продолжают совершенствовать свои процессы и ценят прочные партнерские отношения с поставщиками. Такой подход поддерживает инновации и помогает удовлетворить будущие потребности отрасли.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Можно ли с помощью прецизионного сужения отверстия добиться допуска ±0,02 мм для кварцевых трубок диаметром 200 мм, или существуют фундаментальные ограничения процесса?
Прецизионная усадка отверстия не может обеспечить допуск ±0,02 мм для кварцевых трубок диаметром 200 мм. При больших диаметрах процесс сталкивается с ограничениями по стабильности оправки. Для поддержания точности размеров производители используют непрерывную плавку или вторичную обработку для больших кварцевых трубок.
Почему непрерывная электроплавка дает более жесткие допуски по сравнению с пламенной плавкой для той же кварцевой трубки диаметром 300 мм?
При непрерывном электроплавлении используется точный контроль температуры тигля и конструкция отверстий фильеры. Этот метод позволяет уменьшить разброс диаметров кварцевых трубок. При плавлении в пламени температура колеблется сильнее, что приводит к большим допускам и менее стабильным результатам для кварцевых трубок большого диаметра.
Когда оправдано повышение стоимости вторичной обработки с ЧПУ для кварцевых трубок?
Вторичная обработка с ЧПУ оправдана, когда кварцевые трубки требуют сверхжестких допусков или исключительной чистоты. Такие области применения, как волоконная оптика или лабораторный анализ, требуют высокой точности. Затраты компенсируются снижением брака и повышением производительности сборки в критически важных системах.
Как выбор материала оправки и обработка поверхности непосредственно влияют на достижимый допуск ID при прецизионных операциях сужения отверстий?
Материал оправки и обработка поверхности определяют допуск на идентификатор кварцевой трубки. Оправки из нержавеющей стали или титана с гладкой поверхностью передают точные размеры. Плохое качество оправки увеличивает разброс диаметров и снижает эффективность измерителей диаметра в процессе производства.
Какое измерительное оборудование и протоколы подтверждают утверждения о допуске ±0,05 мм для кварцевых трубок?
Для проверки производители используют диаметральные, бесконтактные и лазерные калибры. Измерения в режиме реального времени обеспечивают точность. Протоколы требуют калибровки и прослеживаемости к национальным стандартам. Эти инструменты подтверждают соответствие кварцевых трубок строгим требованиям к допускам и чистоте.