Des difficultés surgissent lorsque la fabrication de quartz à haute température exige une précision sans contamination. Les outils à flamme conventionnels introduisent des disparités, de l'instabilité ou des impuretés. Par conséquent, la compatibilité des matériaux devient critique.
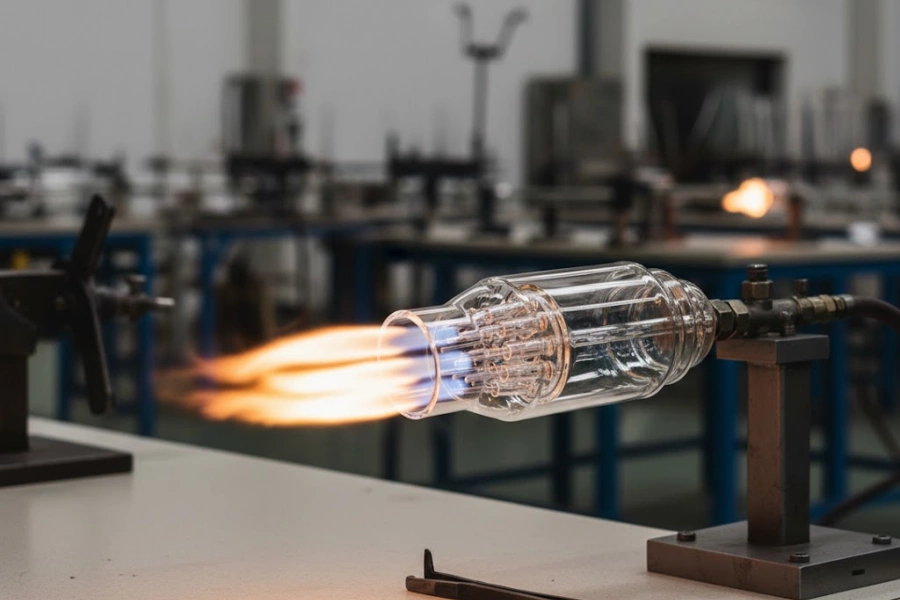
Un brûleur à quartz est un outil à flamme haute température fabriqué à partir de silice fondue de haute pureté et conçu spécifiquement pour les opérations de traitement du quartz. Il permet de ramollir, de fusionner, de polir et de remodeler localement les composants en quartz tout en préservant la pureté chimique et la compatibilité thermique.
Dans les environnements industriels de travail du verre, un contrôle thermique précis détermine si les composants en quartz atteignent l'intégrité structurelle ou s'ils développent des défauts induits par la contrainte. Par conséquent, la compréhension de l'outil, de sa base matérielle et de sa mécanique opérationnelle constitue la base de résultats de fabrication fiables.

Avant d'explorer la science des matériaux et la mécanique des flammes, la clarté fondamentale concernant l'outil lui-même permet d'établir une précision sémantique pour les lecteurs ingénieurs et les algorithmes de recherche ciblant le terme "brûleur à quartz".
Un brûleur à quartz à la base
Au niveau le plus fondamental, un brûleur à quartz est défini par son identité matérielle et sa fonction plutôt que par son apparence superficielle. En outre, sa classification en tant qu'instrument à flamme industriel de précision le distingue des brûleurs de laboratoire ou des appareils de chauffage généraux. L'établissement de cette définition permet d'ancrer l'exposé technique qui suit.
La définition formelle d'un brûleur à quartz
Un brûleur à quartz est un outil de traitement à la flamme à haute température fabriqué principalement à partir de silice fondue de haute pureté (SiO₂ ≥ 99,99%)L'appareil est conçu pour le chauffage localisé et le formage de composants en quartz.
Structurellement, le corps et la buse sont fabriqués en silice fondue pour maintenir la compatibilité thermique avec la pièce à travailler. Sur le plan opérationnel, il génère des températures de flamme contrôlées allant typiquement de 2 000°C à 2 800°Cen fonction de la composition du gaz. Sur le plan fonctionnel, il permet le soudage par fusion, le polissage à la flamme, le remodelage et l'étanchéité des tubes, tiges et récipients en quartz sans introduire de contamination métallique.
La documentation industrielle classe systématiquement ces équipements dans les catégories suivantes outils de fabrication thermique de précisionEn effet, le rôle de ce dernier dans le traitement spécifique du quartz est plus important que celui qu'il joue dans les tâches générales de combustion.
En quoi un brûleur à quartz diffère-t-il des outils à flamme conventionnels ?
La compatibilité des matériaux constitue la principale distinction entre un brûleur à quartz et les buses de flamme conventionnelles en métal ou en céramique.
Les brûleurs métalliques fonctionnent généralement en dessous de 1 500°C tolérance continueet les coefficients de dilatation thermique de l'acier inoxydable (environ 17 × 10-⁶ /°C) sont plus de 30 fois supérieurs à ceux du quartz. Les buses en céramique offrent une plus grande résistance à la température, mais les coefficients d'expansion typiques de l'alumine (~8 × 10-⁶ /°C) créent toujours un décalage par rapport à la silice fondue (~0,55 × 10-⁶ /°C). De telles disparités peuvent entraîner des contraintes thermiques et des microfractures lors du soudage de précision du quartz.
Les environnements opérationnels exigeant un contrôle des impuretés renforcent encore la différenciation. Les buses métalliques peuvent libérer des traces d'ions à des températures élevées, alors que la silice fondue maintient la qualité de l'air. inertie chimique jusqu'à 1200°C en atmosphère oxydanteLe quartz de qualité optique et semi-conducteur peut être traité en toute sécurité, tout en respectant les normes de pureté essentielles.
La catégorie industrielle à laquelle appartiennent les brûleurs à quartz
Dans la taxonomie industrielle, les brûleurs à quartz appartiennent à la catégorie des outils de précision pour le formage thermique à la flamme utilisé dans les chaînes de fabrication de quartz manufacturé.
Contrairement aux brûleurs Bunsen de laboratoire qui servent à l'enseignement ou au chauffage analytique, les outils industriels à flamme de quartz sont utilisés dans les installations de fabrication de tubes optiques, d'enceintes à vide, d'enveloppes de lampes et de composants semi-conducteurs. Les paramètres de production exigent souvent des tolérances dimensionnelles inférieures à ±0,2 mmet la stabilité de la flamme doit rester dans les limites des fluctuations de température inférieures à ±3% au cours d'une opération prolongée.
L'expérience acquise dans les ateliers de quartz de haute pureté montre que même une instabilité mineure de la géométrie de la flamme peut modifier la symétrie de la soudure ou la répartition de l'épaisseur de la paroi. Par conséquent, la classification dans l'outillage industriel de précision souligne son rôle dans la fabrication contrôlée plutôt que dans le chauffage généralisé.
Caractéristiques principales d'un brûleur à quartz
| Paramètres | Valeur ou plage typique |
|---|---|
| SiO₂ Pureté (%) | ≥ 99.99 |
| Température maximale de la flamme (°C) | 2,000-2,800 |
| Coefficient de dilatation thermique (×10-⁶ /°C) | ~0.55 |
| Tolérance structurelle continue (°C) | > 1,200 |
| Capacité de contrôle dimensionnel (mm) | ±0.2 |
La performance du matériau détermine en fin de compte si la stabilité de la flamme, le contrôle des dimensions et la résistance à la contamination peuvent être maintenus pendant le traitement du quartz. Par conséquent, l'attention se déplace de l'identité de l'outil vers les propriétés intrinsèques du corps de silice lui-même.
Le quartz de haute pureté comme matériau de base
Chaque attribut de performance associé à un brûleur à quartz trouve son origine dans le comportement thermophysique et chimique de la silice fondue de haute pureté. En outre, la stabilité mécanique et la précision de la flamme restent inséparables de la composition du matériau et de l'homogénéité structurelle. Une compréhension rigoureuse de la silice fondue fournit donc la base scientifique pour évaluer la durabilité, la tolérance à la chaleur et la pureté opérationnelle.
Composition et normes de pureté de la silice fondue
La silice fondue de haute pureté se compose principalement de dioxyde de silicium, généralement sous forme de poudre. SiO₂ ≥ 99,99%Les impuretés métalliques sont mesurées en parties par million ou moins.
Les méthodes de production industrielle comprennent la fusion électrique de sable de quartz naturel à des températures dépassant les 1,700°Cainsi que des méthodes de dépôt chimique en phase vapeur permettant d'atteindre des niveaux d'impureté inférieurs à 10 ppm de teneur totale en métaux. La structure amorphe élimine les limites des grains cristallins, ce qui réduit les sites de diffusion internes et améliore l'homogénéité. La densité se situe généralement entre 2,19-2,21 g/cm³tandis que la teneur en hydroxyle peut varier de 1 ppm à 1 000 ppm en fonction de l'itinéraire de fabrication.
Dans le cadre de la fabrication où la contamination par des traces affecte la transmission optique ou le rendement des semi-conducteurs, même les 0,01% variation des impuretés peut modifier les résultats, ce qui renforce la nécessité de contrôler les degrés de pureté.
Propriétés thermiques qui rendent le quartz irremplaçable
L'endurance thermique définit l'aptitude de la silice fondue aux environnements de flammes de haute intensité.
Le point de ramollissement de la silice fondue est d'environ 1,665°Ctandis que le point de recuit se situe près de 1,140°Cet le point de déformation autour de 1,070°C. De manière plus critique, le coefficient de dilatation thermique linéaire moyen 0,55 × 10-⁶ /°C (20-300°C)Parmi les matériaux verriers industriels, la résistance aux chocs thermiques est l'une des plus faibles. La résistance aux chocs thermiques permet des écarts de température supérieurs à 1,000°C sans fracture catastrophique lorsque les gradients de chauffage et de refroidissement sont correctement gérés.
Des observations opérationnelles dans des lignes de formage de quartz révèlent que les composants chauffés à partir de la température ambiante jusqu'à un niveau supérieur à 1 200 °C en quelques secondes conservent leur intégrité structurelle lorsque les écarts de dilatation sont réduits au minimum. Ce comportement explique pourquoi la silice fondue reste inégalée pour l'outillage à contact avec la flamme.
Inertie chimique et traitement sans contamination
La stabilité chimique joue un rôle tout aussi décisif dans le traitement des flammes de haute pureté.
La silice fondue résiste à la plupart des acides, à l'exception de l'acide fluorhydrique et de l'acide phosphorique concentré chaud. Dans les atmosphères oxydantes inférieures à 1,200°CLes taux de réaction restent négligeables et la libération d'ions métalliques est proche des limites de détection analytique. Dans le cas de gaz de combustion neutres tels que les mélanges hydrogène-oxygène, aucune contamination mesurable n'est transférée aux pièces en quartz adjacentes.
Les environnements de fabrication industrielle où l'on manipule des fibres optiques et des composants sous vide font état de seuils d'impureté inférieurs à 1 partie par milliard pour les applications critiques. Dans de tels contextes, l'outillage en silice inerte empêche la migration des ions qui, autrement, compromettrait l'efficacité de la transmission ou la performance diélectrique.
La transparence optique et son importance opérationnelle
La transparence dans les longueurs d'onde de l'ultraviolet à l'infrarouge améliore le contrôle opérationnel pendant le travail à la flamme.
La silice fondue présente une transmission supérieure à 90% entre 200 nm et 2 000 nm pour les matériaux de qualité supérieure présentant des bandes d'absorption d'hydroxyle minimales. La surveillance visuelle de l'interface flamme-pièce est possible grâce au corps translucide de la buse, ce qui permet un alignement précis et une évaluation de la température. Contrairement aux brûleurs métalliques opaques, la transparence optique permet d'observer en temps réel les zones d'écoulement visqueux localisées.
Lors du soudage fin de tubes de quartz dont l'épaisseur des parois est inférieure à 1,5 mmEn outre, le retour d'information visuel direct favorise la formation d'une couture cohérente et réduit les distorsions géométriques. La clarté optique contribue donc non seulement à l'esthétique, mais aussi à la précision mesurable du processus.
Propriétés des matériaux régissant les performances des brûleurs à quartz
| Propriété | Valeur ou plage typique |
|---|---|
| SiO₂ Pureté (%) | ≥ 99.99 |
| Densité (g/cm³) | 2.19-2.21 |
| Point de ramollissement (°C) | ~1,665 |
| Dilatation thermique (×10-⁶ /°C) | ~0.55 |
| Résistance aux chocs thermiques (°C différentiel) | > 1,000 |
| Transmission UV-IR (%) | > 90 (200-2 000 nm) |
La science des matériaux révèle ainsi pourquoi la silice fondue ne sert pas seulement de support structurel, mais aussi de plate-forme pour le traitement de précision à la flamme à haute température.

La base du matériau ayant été clarifiée par une analyse thermophysique et chimique, la configuration structurelle devient le facteur déterminant de la performance de ce matériau sous l'effet des charges thermiques dues à la combustion.
Anatomie structurelle d'un brûleur à quartz
La géométrie mécanique régit la manière dont l'énergie thermique est façonnée, dirigée et stabilisée pendant le fonctionnement. Bien que la silice fondue offre une résistance intrinsèque à la chaleur et à la contamination, les performances fonctionnelles dépendent également de la conception des canaux internes, de la géométrie de la buse et des proportions dimensionnelles. L'analyse structurelle fait donc le lien entre la capacité des matériaux et le comportement de la combustion.
La buse en quartz - Précision à la sortie de la flamme
La buse constitue le point de contrôle terminal de la formation de la flamme, influençant directement la distribution de la température et la densité du flux de chaleur.
Les buses à orifice unique présentent généralement des diamètres compris entre 0,8 mm et 2,5 mmLes flammes sont alors concentrées en un point, ce qui permet de réaliser des fusions localisées. Les conceptions à orifices multiples peuvent incorporer 3-12 micro-images, chacun ci-dessous 1,2 mmLes flammes peuvent être linéaires ou planes. L'épaisseur de la paroi dans la zone de sortie est généralement comprise entre 1,5 mm à 3,0 mmL'objectif est de trouver un équilibre entre l'endurance thermique et le contrôle du poids.
Dans les environnements de fabrication où l'on manipule des tubes de quartz de 10-60 mm diamètre extérieurdes variations du diamètre de la buse aussi faibles que 0,2 mm peut modifier la symétrie de la flamme et affecter l'uniformité de la soudure. La précision à la sortie de la flamme est donc directement liée au contrôle des dimensions pendant le formage du quartz.
Canaux d'alimentation en gaz et conception de la chambre de mélange
L'acheminement interne des gaz détermine l'efficacité de la combustion et la stabilité de la température de la flamme.
Les systèmes hydrogène-oxygène fonctionnent généralement à des pressions comprises entre 0,05-0,3 MPatandis que les combinaisons de gaz naturel et d'oxygène peuvent nécessiter l'utilisation de 0,1-0,4 MPa pour maintenir l'homogénéité de la flamme. La conception des chambres à pré-mélange améliore l'uniformité de la combustion et permet d'atteindre des températures de flamme proches de la température de référence. 2,800°Ctandis que les configurations de mélange externe permettent un contrôle plus sûr pour les applications de faible intensité. 2,000°C. Les diamètres des canaux à l'intérieur du corps du brûleur mesurent généralement 2-6 mmen garantissant un débit volumétrique suffisant sans induire de turbulence1.
L'expérience de la fabrication indique que même une légère asymétrie dans l'alignement des canaux - de l'ordre de Excentricité de 0,1 mm-peuvent créer des cônes de flamme irréguliers. Par conséquent, la précision du passage interne contribue de manière mesurable à la répétabilité thermique au cours des cycles industriels.
Variantes de géométrie des buses et leurs cibles de traitement
La diversité géométrique permet de s'adapter à des tâches de fabrication spécifiques.
Les buses circulaires à trou unique concentrent l'énergie thermique pour le soudage par points ou le scellement par pointes. Les buses linéaires à trous multiples distribuent la chaleur sur des longueurs allant jusqu'à 50 mmLes configurations annulaires ou en anneau génèrent des zones de chauffage circonférentielles pour l'expansion des tubes ou les processus de correction du diamètre. Les configurations annulaires ou en anneau génèrent des zones de chauffage circonférentielles pour l'expansion des tubes ou les processus de correction du diamètre.
Les registres de traitement montrent que la longueur de la flamme peut varier de 10 mm à 80 mm en fonction de la disposition des ouvertures et du débit de gaz. Angle d'alignement par rapport à la pièce à usiner, souvent maintenu entre 30° et 60La géométrie de la structure influe également sur les schémas de distribution de la chaleur. La géométrie structurelle définit donc la spécificité de l'application dans les systèmes de traitement de la flamme du quartz.
Paramètres structurels d'un brûleur à quartz
| Paramètre structurel | Gamme ou valeur typique |
|---|---|
| Diamètre de la buse (mm) | 0.8-2.5 |
| Compte à orifices multiples | 3-12 |
| Épaisseur de la paroi à la pointe (mm) | 1.5-3.0 |
| Diamètre du canal à gaz (mm) | 2-6 |
| Pression de fonctionnement du gaz (MPa) | 0.05-0.4 |
| Longueur de la flamme (mm) | 10-80 |
L'anatomie structurelle transforme la capacité du matériau en un comportement de flamme contrôlé, établissant le cadre mécanique grâce auquel le traitement du quartz à haute température devient techniquement réalisable.

Une fois que la géométrie structurelle définit la manière dont les gaz sont dirigés et stabilisés, l'attention se porte sur la séquence thermodynamique qui convertit la combustion contrôlée en une déformation visqueuse localisée de la silice.
Le principe de fonctionnement des brûleurs à quartz
L'efficacité opérationnelle résulte de l'interaction entre la chimie de la combustion, la dynamique du transfert de chaleur et le comportement de la silice amorphe en fonction de la température. En outre, la structure de la flamme et la proximité de la pièce à usiner déterminent la manière dont l'énergie est délivrée avec une précision spatiale. L'examen du processus de combustion et de la réaction subséquente du matériau clarifie la façon dont la chaleur contrôlée transforme le quartz rigide en un état façonnable.
Gaz de combustion et plage de températures qu'ils produisent
La température de la flamme est déterminée principalement par la composition du combustible et de l'oxydant et par l'équilibre stœchiométrique.
Les mélanges hydrogène-oxygène peuvent générer des températures théoriques de flamme adiabatique allant jusqu'à 2,800°Ctandis que les systèmes méthane-oxygène atteignent généralement environ 2,000-2,200°C dans des conditions de mélange optimales. Les systèmes air-carburant, en revanche, restent souvent en deçà de la limite d'efficacité. 1,900°Cce qui limite leur utilisation pour la fusion de quartz de haute pureté. La stabilité du débit de gaz dans une variation de ±2% maintient la symétrie de la flamme et empêche l'oscillation pendant un fonctionnement soutenu.
Les procédures d'étalonnage des flammes industrielles confirment souvent que les écarts de plus de 50°C la température maximale peut affecter la consistance de la fusion dans les sections de quartz ci-dessous 2 mm d'épaisseur. Le choix de la combinaison de gaz détermine donc si la production d'énergie dépasse suffisamment les besoins en énergie de l'entreprise. 1 665°C seuil de ramollissement de silice fondue tout en maintenant des marges de sécurité.
Mécanisme de ramollissement du quartz sous l'effet de la chaleur localisée
Contrairement aux métaux cristallins qui présentent un point de fusion discret, la silice amorphe passe progressivement à un état d'écoulement visqueux.
Lorsque la température locale dépasse environ 1,600°C, viscosité2 diminue d'environ 10¹³ Pa-s dans la plage de recuit à moins de 10⁷ Pa-s près de la zone de ramollissement. Dans cet intervalle, le quartz devient déformable sans se liquéfier complètement, ce qui permet un soudage ou un remodelage contrôlé. Les régions environnantes restent en dessous de la température de déformation (~1,070°C), en préservant la stabilité dimensionnelle grâce au faible coefficient de dilatation des 0.55 × 10-⁶ /°C.
Les dossiers de fabrication indiquent que les durées de chauffage de 3-10 secondes sont souvent suffisantes pour amorcer la fusion dans les tubes à parois minces. Le refroidissement progressif dans la zone de recuit réduit l'accumulation de contraintes résiduelles et minimise la formation de microfissures.
Modes de transfert de chaleur dans le traitement à la flamme de quartz
Le transfert d'énergie pendant le fonctionnement de la flamme implique une combinaison de convection et de radiation thermique.
Le transfert de chaleur par convection domine à des distances proches de la buse de 5-20 mmoù les gaz de combustion à grande vitesse entrent directement en contact avec la surface de la pièce. Le transfert radiatif devient de plus en plus important à des températures de flamme élevées, supérieures à 2,200°Cce qui contribue à une pénétration thermique plus profonde. Réglage de l'angle de la flamme entre 30° et 60 influe sur la distribution du flux thermique de surface et peut modifier la surface de chauffe effective de plus de 15%.
Dans les opérations de soudage de tubes de précision, il a été observé que le maintien d'une distance d'écartement constante de ±1 mm stabilise la géométrie du cordon de soudure. La manipulation contrôlée de ces paramètres de transfert de chaleur permet d'obtenir une précision dimensionnelle reproductible dans la fabrication de quartz.
Paramètres thermodynamiques dans le fonctionnement des brûleurs à quartz
| Paramètre opérationnel | Gamme ou valeur typique |
|---|---|
| Température de la flamme hydrogène-oxygène (°C) | Jusqu'à 2 800 |
| Température de la flamme méthane-oxygène (°C) | 2,000-2,200 |
| Température de ramollissement du quartz (°C) | ~1,665 |
| Viscosité au ramollissement (Pa-s) | ~10⁷ |
| Distance recommandée entre les buses (mm) | 5-20 |
| Durée de chauffage typique (s) | 3-10 |
Grâce au contrôle coordonné de la combustion, à la réduction de la viscosité et à la gestion du transfert de chaleur, le principe opérationnel convertit l'énergie chimique en une déformation thermique confinée de la silice fondue.
Une fois les mécanismes thermodynamiques clarifiés, la pertinence fonctionnelle émerge à travers des scénarios de fabrication réels où l'interaction contrôlée de la flamme remodèle, joint et affine les composants en quartz sous des contraintes thermiques mesurables.
Principales applications des brûleurs à quartz dans la fabrication
Le traitement industriel du quartz repose sur un apport répété de chaleur capable de dépasser les seuils de ramollissement sans induire de défauts structurels. En outre, la précision dimensionnelle et la pureté chimique doivent être préservées tout au long de chaque cycle d'opération. L'examen au niveau de l'application illustre donc comment les brûleurs à quartz traduisent la physique de la combustion en résultats de fabrication contrôlés.
Soudage par fusion de tubes et baguettes en quartz
Le soudage par fusion représente l'une des utilisations les plus fondamentales dans la fabrication de composants en quartz.
Dans la pratique, deux sections de quartz sont alignées avec une tolérance axiale typiquement inférieure à ±0,15 mmet chauffé jusqu'à ce que la température de l'interface soit supérieure à 1,650°Cpermettant une liaison par flux visqueux. Vitesses de rotation uniformes entre 30-90 rpm aident à distribuer la chaleur de manière symétrique pendant le soudage des tubes. Refroidissement contrôlé dans la plage de recuit proche de 1,140°C réduit les gradients de contrainte internes qui pourraient autrement dépasser les limites de sécurité en matière de traction, d'environ 50 MPa.
Les registres de production des ateliers de verre de haute pureté montrent que l'intégrité des soudures s'améliore considérablement lorsque la stabilité de la température de la flamme est maintenue dans les limites de la température de la flamme. ±2%ce qui renforce la nécessité d'un contrôle précis de la combustion.
Polissage à la flamme pour la qualité optique et de surface
Le polissage à la flamme améliore le lissage de la surface sans abrasion mécanique.
Exposition thermique rapide à des températures supérieures à 1,700°C provoque des aspérités superficielles en dessous 10 µm de hauteur à la refusion par nivellement visqueux. Les vitesses de balayage de la flamme sont généralement comprises entre 5-20 mm/sCe procédé permet d'éviter un échauffement excessif tout en maintenant l'adoucissement de la surface. Les valeurs de rugosité de surface (Ra) qui en résultent peuvent diminuer de 0,8 µm à moins de 0,1 µmLes produits de qualité optique peuvent être utilisés pour les assemblages de quartz transparents.
Les environnements de fabrication produisant des récipients de laboratoire ou optiques font état d'augmentations mesurables de la transmission de la lumière, dépassant souvent le seuil de 1,5 million d'euros. 3-5% amélioration-après des opérations de polissage à la flamme contrôlées.
Remodelage thermique localisé de composants en quartz
Le remodelage ciblé permet de modifier la géométrie sans compromettre des structures entières.
Les opérations de cintrage impliquent généralement des zones de chauffage localisées environ 10-25 mm de longueurLes processus d'expansion ou de constriction s'appuient sur des outils de soutien internes ou externes, tout en maintenant les températures de surface au-dessus du niveau de la mer. Les processus d'expansion ou de constriction s'appuient sur des outils de soutien internes ou externes tout en maintenant les températures de surface au-dessus de 1,650°C uniquement dans les régions désignées. Rotation contrôlée à des vitesses proches de 20-60 rpm permet une répartition uniforme des parois pendant le remodelage.
Les registres de fabrication sur le terrain indiquent que le maintien de la durée de chauffage dans les limites de 5-15 secondes par segment réduit le risque d'ovalisation et préserve la concentricité à l'intérieur de l'enveloppe. ±0,3 mmen fonction du diamètre du tube.
Opérations d'étanchéité et de basculement dans les cuves en quartz
Les procédures de scellement finalisent les systèmes de vide ou de confinement dans les récipients en quartz.
Les segments terminaux sont chauffés jusqu'à ce que le ramollissement permette l'affaissement et la fermeture, souvent dans des fourchettes de température de 1,700-1,900°C. Un chauffage circonférentiel uniforme est nécessaire pour éviter une contraction asymétrique susceptible d'introduire des microfissures. Dans les composants sous vide poussé, l'intégrité de l'étanchéité peut être testée jusqu'à des taux de fuite inférieurs à 10-⁹ mbar-L/sLa gestion thermique doit être précise pendant la fermeture de l'appareil.
Les données opérationnelles des lignes de fabrication de lampes et de tubes à vide montrent que les écarts d'uniformité de la flamme supérieurs à 3% peut produire un amincissement irrégulier de la paroi, ce qui souligne la nécessité d'une géométrie stable et d'un flux de chaleur constant.
Paramètres d'application dans la fabrication du quartz
| Processus de candidature | Plage de température (°C) | Durée typique (s) | Contrôle dimensionnel (mm) |
|---|---|---|---|
| Soudage par fusion | 1,650-1,800 | 3-10 | ±0.15 |
| Polissage à la flamme | 1,700-1,900 | Balayage continu | Ra < 0,1 µm |
| Remodelage thermique | >1 650 (localisé) | 5-15 par segment | ±0.3 |
| Scellage / Basculement | 1,700-1,900 | 4-12 | Taux de fuite < 10-⁹ mbar-L/s |
Le déploiement d'applications spécifiques démontre comment les brûleurs à quartz convertissent la combustion contrôlée en processus de fabrication reproductibles, préservant l'intégrité structurelle tout en permettant une transformation thermique de précision.

Lorsque les applications de fabrication démontrent une capacité pratique, l'évaluation des performances consolide la science des matériaux, la précision structurelle et la stabilité de la combustion en avantages opérationnels mesurables.
Avantages en termes de performances inhérents aux brûleurs à quartz
Les performances intrinsèques résultent de la synergie entre la faible dilatation thermique, l'inertie chimique et la stabilité géométrique en cas d'exposition prolongée à la chaleur. En outre, la durabilité au cours d'une utilisation industrielle cyclique détermine la fiabilité à long terme au-delà d'événements de fabrication isolés. L'analyse quantifiée permet donc de comprendre pourquoi les outils à flamme à base de quartz conservent une constance opérationnelle là où d'autres matériaux se dégradent.
Résistance aux chocs thermiques dans des conditions de chauffage cyclique
Les cycles répétés de chauffage et de refroidissement imposent des gradients thermiques3 qui peuvent induire des fractures sous contrainte dans les matériaux conventionnels.
La silice fondue présente un coefficient de dilatation thermique d'environ 0.55 × 10-⁶ /°CLes écarts de température sont nettement inférieurs à ceux de l'alumine (~8 × 10-⁶ /°C) ou de l'acier inoxydable (~17 × 10-⁶ /°C). Par conséquent, les différentiels de température dépassant 1,000°C peuvent être tolérées lorsque le chauffage et le refroidissement sont contrôlés dans le cadre des paramètres opérationnels. Les valeurs du point de contrainte proches de 1,070°C permettent de traverser en toute sécurité les zones de refroidissement sans distorsion structurelle lorsqu'elles sont gérées correctement.
Les essais de cycles industriels ont montré que les outils à flamme fabriqués à partir de silice de haute pureté résistent à plus de 500 cycles de chauffage rapide de la température ambiante à une température supérieure à 1,200°C sans apparition de fissures, à condition que les transitions de refroidissement restent progressives tout au long de la plage de recuit.
Stabilité dimensionnelle à des températures élevées soutenues
La cohérence dimensionnelle garantit une géométrie de flamme reproductible et un apport de chaleur prévisible.
À des températures de fonctionnement continu supérieures à 1,000°CLa silice fondue conserve une rigidité structurelle avec un fluage négligeable par rapport à de nombreux matériaux céramiques. Viscosité à 1,200°C reste au-dessus 10¹¹ Pa-sCe qui empêche la déformation des ouvertures de la buse lors d'un fonctionnement prolongé. Par conséquent, la variation du diamètre de sortie de la flamme reste généralement dans les limites de ±0,05 mm pendant des intervalles de chauffage prolongés.
Les observations dans les ateliers de production confirment que la stabilité de la géométrie des buses contribue directement à la symétrie des soudures et à l'uniformité du polissage, en particulier lors d'opérations supérieures à 1,5 million d'euros. 30 minutes de chauffage soutenu.
Résistance aux atmosphères corrosives pendant le fonctionnement
Les environnements opérationnels peuvent contenir des gaz réactifs ou des sous-produits qui dégradent les matériaux de substitution.
La silice fondue présente une forte résistance aux atmosphères oxydantes et aux vapeurs acides telles que le chlorure d'hydrogène, à des températures inférieures à 1°C. 1,200°C. Dans de tels environnements, les taux de réaction restent minimes et la perte de masse en surface est généralement inférieure à 1,5 million d'euros. 0,01% sur des périodes d'exposition prolongées en l'absence d'acide fluorhydrique. Contrairement aux buses métalliques, les structures en silice ne libèrent pas d'ions contaminants lors de la combustion à haute température.
Les installations qui traitent des procédés contenant du chlore indiquent que les composants de flamme à base de silice conservent leur intégrité structurelle pendant plus de deux ans. mois de fonctionnement continuLe système de contrôle de la qualité permet de réduire la fréquence d'entretien et le risque de contamination.
Mesures de performance associées à la fiabilité des brûleurs à quartz
| Paramètre de performance | Valeur ou plage typique |
|---|---|
| Dilatation thermique (×10-⁶ /°C) | ~0.55 |
| Tolérance aux chocs thermiques (°C différentiel) | > 1,000 |
| Point de déformation (°C) | ~1,070 |
| Viscosité à 1200°C (Pa-s) | > 10¹¹ |
| Stabilité dimensionnelle de la buse (mm) | ±0.05 |
| Perte de masse en surface dans une atmosphère oxydante (%) | < 0.01 |
Les propriétés intrinsèques se traduisent donc par une endurance mesurable, une précision dimensionnelle et une résistance à l'environnement lors d'opérations à la flamme industrielles soutenues.
Au fur et à mesure que les caractéristiques de performance deviennent mesurables, l'évaluation technique évolue naturellement vers des cadres de spécification auxquels les ingénieurs se réfèrent lors de l'évaluation des équipements et de la planification de l'intégration.
Paramètres techniques qui caractérisent les spécifications des brûleurs à quartz
La comparaison technique des outils à flamme de quartz repose sur des paramètres quantifiables plutôt que sur des affirmations descriptives. En outre, les cotes dimensionnelles et thermiques fournissent le langage de référence nécessaire à l'analyse de la compatibilité des systèmes. La clarté des spécifications favorise donc une évaluation éclairée dans les environnements de fabrication de précision.
-
Diamètre d'ouverture de la buse
Le diamètre d'ouverture est généralement compris entre 0,8 mm à 3,0 mmLes diamètres plus petits génèrent des flammes ponctuelles localisées adaptées au soudage fin, tandis que les diamètres plus grands distribuent l'énergie sur des zones plus larges. Les petits diamètres génèrent des flammes ponctuelles localisées adaptées au soudage fin, tandis que les grands diamètres distribuent l'énergie sur des zones plus larges. Les variations dépassant 0,1 mm peut affecter de manière mesurable la géométrie de la flamme et les modèles de chauffage de surface. Par conséquent, la tolérance d'ouverture devient un facteur de sélection primordial. -
SiO₂ Niveau de pureté
La silice fondue de qualité supérieure conserve généralement ≥99.99% Teneur en SiO₂avec des impuretés métalliques mesurées en dessous de 10 ppm dans des qualités de précision. Une pureté élevée réduit le risque de contamination pendant le traitement des composants optiques ou semi-conducteurs. Même des changements d'impureté marginaux de 0.01% peuvent altérer la stabilité thermique ou la clarté optique à des températures extrêmes. La certification de la pureté est donc un paramètre fondamental de la spécification. -
Température maximale de fonctionnement continu
La tolérance structurelle continue dépasse généralement 1,200°Ctandis que l'exposition à des températures de flamme peut atteindre 2,800°C à l'interface de combustion. Un chauffage soutenu au-dessus de la température de déformation (~1,070°C) nécessite des transitions de refroidissement contrôlées. La documentation technique spécifie souvent des marges de sécurité opérationnelles de 10-15% en dessous des limites théoriques pour éviter une dégradation à long terme. L'indice thermique guide donc la compatibilité du système. -
Épaisseur de la paroi et dimensions de la structure
L'épaisseur de la paroi de la buse varie généralement entre 1,5 mm et 3,5 mmLes sections plus épaisses augmentent la rigidité de la structure mais peuvent retarder légèrement la dissipation de la chaleur. Les sections plus épaisses augmentent la rigidité de la structure mais peuvent retarder légèrement la dissipation de la chaleur. La précision dimensionnelle se situe souvent dans les limites du ±0,2 mmLes proportions mécaniques contribuent donc directement à la durabilité et à la stabilité de l'alignement. La proportion mécanique contribue donc directement à la durabilité et à la stabilité de l'alignement. -
Types de gaz compatibles et plage de pression
Les systèmes hydrogène-oxygène et méthane-oxygène dominent les applications industrielles, fonctionnant dans des plages de pression de 0,05-0,4 MPa. L'uniformité du débit à ±2% améliore la symétrie de la flamme et la cohérence de la température. La compatibilité des pressions assure une combustion stable sans turbulences internes. L'alignement du système de gaz complète donc le profil de spécification.
Ensemble, ces paramètres établissent un cadre mesurable qui permet de comparer, de valider et d'aligner les conceptions de brûleurs à quartz sur les exigences de fabrication de précision.

Alors que les spécifications définissent la capacité structurelle et thermique, la performance opérationnelle durable dépend également de la discipline environnementale et des conditions de processus contrôlées.
Conditions de fonctionnement pour une performance soutenue du brûleur à quartz
La stabilité de la géométrie de la flamme et la longévité de la structure sont étroitement liées aux variables de fonctionnement externes. En outre, la température ambiante, la stabilité de l'alimentation en gaz et la discipline des cycles thermiques influencent la question de savoir si les avantages intrinsèques des matériaux se traduisent par une durée de vie prolongée. Les conditions de fonctionnement déterminent donc la durabilité réelle dans les environnements de fabrication de quartz à haute température.
-
Stabilité de la pression du gaz
Les systèmes hydrogène-oxygène fonctionnent généralement dans les limites suivantes 0,05-0,30 MPatandis que les combinaisons méthane-oxygène peuvent s'étendre jusqu'à 0,40 MPa en fonction des exigences en matière d'intensité de la flamme. Les fluctuations de pression supérieures à ±3% peuvent perturber la symétrie de la flamme et modifier la distribution de la température localisée. Des écarts prolongés peuvent introduire des zones de chauffage inégales qui affectent la géométrie de la soudure. Le maintien d'une pression régulée favorise donc un comportement de combustion cohérent. -
Température ambiante
Ateliers fonctionnant entre 18°C et 28°C fournissent des conditions de base stables pour des gradients thermiques prévisibles. Les variations soudaines de l'environnement dépassant les ±10°C peut influencer les taux de refroidissement après une exposition à des températures élevées. La stabilité environnementale contrôlée réduit l'accumulation de contraintes résiduelles au cours des cycles de chauffage répétés. L'équilibre thermique au sein de l'espace de travail améliore ainsi la cohérence dimensionnelle. -
Intervalles de refroidissement contrôlés
Après une exposition à des températures supérieures à 1,600°Crefroidissement progressif à travers la zone de recuit près de 1,140°C minimise les contraintes internes. Trempe rapide en cas de différences de température supérieures à 800-1,000°C augmente la probabilité de fracture. Les durées de refroidissement de 2-5 minutes pour les composants à parois minces maintiennent souvent l'intégrité structurelle au cours d'opérations répétitives. La gestion de la descente thermique protège donc la stabilité structurelle à long terme. -
Contrôle de la distance entre la buse et la pièce
Les distances optimales sont généralement comprises entre 5-20 mmen fonction de la température de la flamme et de l'épaisseur du composant. Les variations au-delà de ±1 mm peut modifier de manière significative la distribution du flux de chaleur par convection. Un alignement précis évite la surchauffe des zones adjacentes et réduit le risque de distorsion. Le contrôle spatial complète donc la stabilité de la combustion dans le traitement de précision. -
Cycle d'utilisation et durée de fonctionnement
Exposition continue à la flamme dépassant 30-45 minutes peut nécessiter des intervalles de refroidissement intermittents pour maintenir l'intégrité de la buse. Le fonctionnement prolongé à haute intensité au-dessus de 2,500°C augmente la concentration de la charge thermique au niveau de l'ouverture de sortie. Des périodes de repos programmées réduisent les contraintes cumulées à l'intérieur du corps en silice. Les cycles d'utilisation structurés contribuent donc à prolonger la durée de vie.
Les performances durables des brûleurs à quartz résultent finalement d'un contrôle coordonné des paramètres de combustion, de la stabilité de l'environnement et d'une gestion thermique disciplinée, préservant la précision au cours de cycles industriels répétés.
Conclusion
Un brûleur à quartz intègre de la silice fondue de haute pureté, une géométrie structurelle de précision et une dynamique de combustion contrôlée dans un outil spécialisé pour la fabrication de quartz à haute température. Les propriétés du matériau, telles que la faible dilatation thermique et l'inertie chimique, garantissent la durabilité, tandis que la précision structurelle façonne le comportement de la flamme. Grâce à des conditions de fonctionnement calibrées et à des paramètres de spécification définis, des opérations cohérentes de soudage, de polissage, de remodelage et d'étanchéité deviennent techniquement réalisables dans des environnements industriels exigeants.
FAQ
Quelle température un brûleur à quartz atteint-il généralement ?
Les systèmes hydrogène-oxygène peuvent atteindre des températures de flamme allant jusqu'à 2,800°Ctandis que les combinaisons méthane-oxygène fonctionnent généralement entre 2,000-2,200°C. La température de travail réelle dépend du taux de mélange de gaz et de la stabilité de la pression.
Pourquoi faut-il utiliser de la silice fondue plutôt que des buses métalliques ?
La silice fondue a un coefficient de dilatation thermique d'environ 0.55 × 10-⁶ /°Cbien inférieure à celle des métaux. Cela permet de minimiser le décalage thermique et d'éviter la contamination lors du traitement du quartz de haute pureté.
Comment le choc thermique est-il évité pendant le fonctionnement ?
Chauffage contrôlé et refroidissement progressif dans la plage de recuit près de 1,140°C réduire les contraintes internes. Éviter les écarts de température rapides supérieurs à 800-1,000°C protège davantage l'intégrité structurelle.
Qu'est-ce qui détermine le choix du diamètre de la buse ?
Le type d'application détermine la taille de l'ouverture. Les diamètres compris entre 0,8-3,0 mm Les ouvertures plus petites produisent des flammes concentrées pour un soudage fin et les ouvertures plus grandes permettent une distribution plus large de la chaleur.
Références :
-
Ce phénomène affecte la stabilité du flux de gaz et l'uniformité de la flamme dans les systèmes de traitement à haute température.↩
-
Ce paramètre quantifie la résistance à l'écoulement et explique comment la silice passe à un état déformable sous l'effet de la chaleur.↩
-
Ce terme définit la variation de température à travers un matériau, influençant la distribution des contraintes.↩