
Les tolérances dimensionnelles sont à la base de la qualité et de la performance des équipements de tubes de quartz de laboratoire. Les ingénieurs constatent que même de petites variations dans le diamètre, l'épaisseur de la paroi, la longueur ou la rectitude des tubes de quartz peuvent modifier la qualité de l'étanchéité au vide, du contrôle thermique et de l'alignement optique. Lorsque les tolérances sont insuffisantes, les laboratoires sont confrontés à des problèmes de performance coûteux et à une fiabilité réduite de l'équipement. Des tubes de quartz de haute qualité avec des tolérances précises maintiennent des résultats cohérents et aident les laboratoires à contrôler les coûts. Le bon équipement de tolérance dimensionnelle des tubes de quartz de laboratoire garantit que chaque intégration répond à des normes strictes de qualité et de performance.
Principaux enseignements
Les tolérances dimensionnelles sont cruciales pour garantir la qualité et la performance des équipements de tubes de quartz de laboratoire.
Le respect d'une tolérance de ±0,2 mm sur le diamètre extérieur est essentiel pour une étanchéité au vide fiable et une compression optimale des joints toriques.
Une épaisseur de paroi uniforme de ±0,1 mm évite les points chauds et assure une répartition uniforme de la chaleur dans les fours de laboratoire.
Une tolérance de rectitude inférieure à 0,5 mm par 500 mm est essentielle pour un alignement optique précis et pour minimiser la perte de signal.
Les ingénieurs doivent utiliser l'analyse statistique des tolérances pour prévoir les variations d'assemblage et améliorer la réussite de l'intégration.
Comment la tolérance de ±0,2 mm de diamètre extérieur permet-elle l'intégration de fours scellés sous vide ?

Les tolérances dimensionnelles jouent un rôle crucial dans l'intégration de la technologie de l'information. tube de quartz de laboratoire équipement de tolérances dimensionnelles. Une tolérance précise de ±0,2 mm sur le diamètre extérieur garantit que les tubes de quartz s'adaptent parfaitement aux systèmes de fours scellés sous vide. Ce niveau de contrôle permet une étanchéité fiable, des performances constantes et des résultats de haute qualité dans les instruments d'analyse.
Calcul de la compression des joints toriques : Comment ±0,2 mm maintient la compression optimale du 15-25%
Les ingénieurs utilisent l'analyse de la compression des joints toriques pour déterminer la compression correcte des joints sous vide. Lorsque les tubes de quartz ont une tolérance de ±0,2 mm de diamètre extérieur, le joint torique se comprime entre 15% et 25%, ce qui correspond aux normes ISO et ASTM pour l'intégrité du vide. Cette plage permet d'éviter à la fois la sous-compression, qui peut provoquer des fuites, et la surcompression, qui peut endommager les tubes en quartz de haute pureté.
La compression du joint torique affecte directement la qualité de l'étanchéité et les performances du système. Si la tolérance du diamètre extérieur dépasse ±0,5 mm, le joint torique peut se comprimer trop fortement, créant une force de serrage excessive qui risque d'entraîner la rupture du tube. Si le tube est trop petit, le joint torique n'assure pas une étanchéité correcte, ce qui permet à l'air et aux impuretés de pénétrer et de provoquer une contamination. Les essais montrent que le maintien d'une plage de compression correcte permet de conserver des taux de fuite inférieurs à 10-⁶ std-cc/sec, ce qui est essentiel pour les applications analytiques qui exigent une grande précision et des résultats fiables.
Points clés :
La compression correcte du joint torique (15-25%) garantit l'intégrité du joint sous vide.
Une compression excessive ou insuffisante entraîne des fuites ou une détérioration du tube.
La tolérance précise du diamètre extérieur permet d'obtenir des performances constantes et de haute qualité
Impact sur le taux de fuite : ±0,2 mm permet d'obtenir <10-⁶ contre ±0,5 mm entraînant 10-⁴ std-cc/sec.
L'analyse du taux de fuite met en évidence l'importance de tolérances dimensionnelles étroites. Les tubes en quartz avec une tolérance de ±0,2 mm sur le diamètre extérieur atteignent systématiquement des taux de fuite inférieurs à 10-⁶ std-cc/sec, ce qui est conforme aux normes de qualité ISO et ASTM pour les systèmes à vide. En revanche, les tubes avec une tolérance de ±0,5 mm peuvent présenter des taux de fuite aussi élevés que 10-⁴ std-cc/sec, ce qui permet la contamination et réduit les performances du système.
La différence entre les taux de fuite affecte l'intégrité des environnements contrôlés. Des taux de fuite élevés introduisent des impuretés qui peuvent compromettre la pureté du SiO₂ et contaminer des échantillons sensibles. Une étanchéité fiable est essentielle pour le verre de quartz utilisé dans les instruments d'analyse, où même de petites fuites peuvent avoir un impact sur les résultats et nécessiter des retouches coûteuses.
Tolérance (OD) | Taux de fuite (std-cc/sec) | Impact sur la qualité | Risque de performance |
|---|---|---|---|
±0,2 mm | <10-⁶ | Certifié, fiable | Minime |
±0,5 mm | 10-⁴ | Peu fiable, non certifié | Élevé (contamination) |
Ce tableau montre comment des tolérances plus strictes permettent d'obtenir une meilleure qualité et des résultats plus fiables.
Intégration des fours à vide : Contrôle de l'espace libre pour la fiabilité des joints d'étanchéité
L'analyse de l'espace libre permet de s'assurer que les tubes de quartz s'insèrent correctement dans les alésages du four. Une tolérance de ±0,2 mm sur le diamètre extérieur crée un espace cohérent, qui permet une compression correcte des joints toriques et empêche un montage forcé. Ce contrôle permet une installation fiable et maintient la qualité du joint sous vide.
Lorsque l'espace libre est trop grand ou trop petit, le risque de contamination et de contrainte mécanique augmente. Un bon contrôle de l'espace permet également de maintenir la précision des résultats analytiques en évitant les fuites et en garantissant que le système fonctionne dans le cadre de protocoles certifiés. Les tubes en quartz de haute pureté qui répondent à ces normes dimensionnelles favorisent les performances à long terme et réduisent le besoin de retouches.
Résumé des avantages :
Des espaces de dégagement constants protègent l'intégrité du joint
Une bonne adaptation réduit la contamination et les contraintes mécaniques
Les tolérances dimensionnelles certifiées garantissent des performances fiables et de haute qualité
Comment l'uniformité de ±0,1 mm d'épaisseur de paroi affecte-t-elle la distribution du gradient thermique ?
L'uniformité de l'épaisseur des parois des tubes de quartz joue un rôle essentiel dans les performances des fours de laboratoire. Une épaisseur de paroi uniforme garantit un transfert de chaleur régulier, ce qui évite les points chauds et permet un fonctionnement fiable. Les laboratoires dépendent de ce niveau de contrôle pour maintenir la qualité et la précision des processus dans les instruments d'analyse.
Variation de la masse thermique : Comment ±0,1 mm prévient la formation de points chauds (±3°C vs. ±15°C)
Les tubes en quartz d'une épaisseur de paroi uniforme de ±0,1 mm distribuent la chaleur de manière homogène sur toute la circonférence. Cette uniformité maintient les différences de température à ±3°C, ce qui évite les points chauds susceptibles de provoquer des contraintes thermiques et des défaillances du tube. Lorsque l'épaisseur de la paroi varie de plus de ±0,25 mm, les différences de température peuvent atteindre ±15°C, ce qui entraîne des fissures et une réduction de la durée de vie de l'équipement.
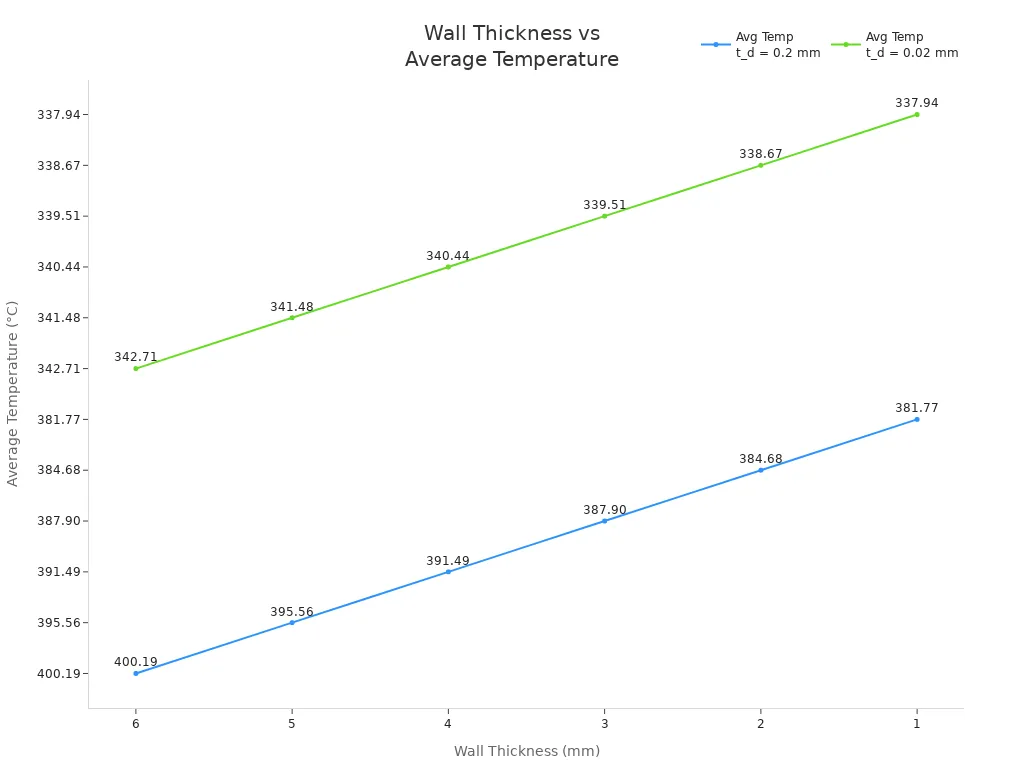
L'analyse des données des fours de laboratoire montre que les tubes ayant des tolérances dimensionnelles plus étroites conservent des performances stables. Les normes ISO et ASTM recommandent un contrôle strict de l'épaisseur des parois afin d'éviter que les gradients thermiques ne dépassent les limites de sécurité. Le tableau ci-dessous montre l'évolution de la température moyenne en fonction de l'épaisseur de la paroi. et l'uniformité :
Épaisseur de la paroi (mm) | Température moyenne (°C) à t_d = 0,2 mm | Température moyenne (°C) à t_d = 0,02 mm |
|---|---|---|
6 | 400.19 | 342.71 |
5 | 395.56 | 341.48 |
4 | 391.49 | 340.44 |
3 | 387.90 | 339.51 |
2 | 384.68 | 338.67 |
1 | 381.77 | 337.94 |
Ces données mettent en évidence le lien direct entre l'uniformité de l'épaisseur de la paroi et le contrôle de la température. Des résultats fiables dépendent du maintien de ces tolérances étroites.
Uniformité du taux de chauffage : Impact de l'épaisseur de la paroi sur la distribution circonférentielle de la température
L'épaisseur uniforme de la paroi des tubes de quartz destinés aux applications analytiques garantit que les taux de chauffage restent constants tout autour du tube. Lorsque la paroi est uniforme, chaque section absorbe et transfère la chaleur à la même vitesse, ce qui favorise la cohérence et la qualité du processus. Si la paroi est irrégulière, certaines zones chauffent plus rapidement, ce qui crée des déséquilibres de température et risque d'entraîner une contamination ou une perte de pureté du SiO₂.
Les analyses et les essais confirment que la précision dimensionnelle de l'épaisseur de la paroi permet d'améliorer les performances des équipements de tolérance dimensionnelle des tubes de quartz en laboratoire. Les normes ISO exigent ce niveau de contrôle pour répondre aux protocoles de certification et maintenir l'intégrité des résultats analytiques. Les points suivants résument l'impact :
L'épaisseur uniforme de la paroi évite un chauffage inégal et des points chauds.
Des taux de chauffage constants favorisent la qualité du processus et réduisent la contamination
La précision dimensionnelle garantit la fiabilité des performances et de la certification
Ces facteurs montrent pourquoi les laboratoires font confiance au verre de quartz certifié avec des tolérances précises pour les instruments analytiques exigeants.
Intégration de fours multizones : Exigences de chauffage synchronisé pour le contrôle des processus
Les fours multizones s'appuient sur des tubes de quartz dont l'épaisseur de paroi est uniforme pour synchroniser le chauffage de toutes les zones. Lorsque chaque zone chauffe à la même vitesse, le contrôle du processus s'améliore et les résultats deviennent plus reproductibles. Les variations de l'épaisseur de la paroi perturbent cet équilibre, entraînant un retard ou une surchauffe de certaines zones, ce qui affecte la précision des protocoles analytiques.
Un graphique illustre comment la température moyenne diminue à mesure que l'épaisseur de la paroi devient plus uniforme, ce qui permet un meilleur contrôle du processus :
Le verre quartz avec des tolérances dimensionnelles certifiées répond aux normes ISO et ASTM pour l'intégration des fours multizones. Les laboratoires obtiennent des résultats fiables et de haute qualité et réduisent le risque de contamination ou d'impuretés lorsqu'ils utilisent des tubes dont l'uniformité de l'épaisseur de paroi est prouvée.
Comment la tolérance de longueur de ±2 mm affecte-t-elle la conception du jeu de dilatation thermique ?
La tolérance de longueur joue un rôle essentiel dans l'intégration de l'équipement de tolérance dimensionnelle des tubes de quartz de laboratoire. Les ingénieurs s'appuient sur une tolérance de ±2 mm pour maintenir des espaces de dilatation appropriés, éviter les ajustements forcés et garantir un alignement précis. Ce niveau de contrôle garantit des performances fiables, protège contre la contamination et maintient les normes de qualité requises pour les instruments d'analyse.
Calcul du jeu de dilatation thermique : Croissance de 0,54 mm nécessitant un espace de 2 à 3 mm
Les tubes de quartz destinés aux applications analytiques se dilatent lorsqu'ils sont exposés à des températures élevées. L'analyse montre qu'un tube de quartz de 1000 mm augmente d'environ 0,54 mm lorsqu'il est chauffé de 20°C à 1100°C, sur la base du coefficient de dilatation thermique (α = 0,5 × 10-⁶ K-¹). Les ingénieurs prévoient un espace d'installation de 2 à 3 mm pour tenir compte de cette croissance, en veillant à ce que le tube n'appuie pas sur les extrémités du four.
Ce calcul permet d'éviter les contraintes mécaniques et de maintenir l'intégrité du système. Si l'écart est trop faible, le quartz en expansion peut provoquer des fissures ou un désalignement, ce qui risque de provoquer une contamination et de réduire la pureté du SiO₂. Les essais confirment que le maintien d'un écart correct favorise un fonctionnement fiable et répond aux normes ISO et ASTM en matière de qualité et de certification.
Points clés :
L'écart de 2-3 mm évite les tensions et les fissures pendant le chauffage
Une autorisation correcte permet de préserver l'intégrité et les performances du système
Une analyse précise garantit la conformité aux normes ISO et ASTM.
Prévention des contraintes d'installation : Comment ±2 mm élimine le montage forcé (contrainte de contact de 30 MPa)
La tolérance de longueur appropriée élimine la nécessité d'un ajustement forcé lors de l'installation. Lorsque les tubes de quartz sont conformes à la spécification de ±2 mm, ils s'insèrent en douceur dans le four, sans compression ni travées non soutenues. L'analyse révèle que les tubes surdimensionnés peuvent générer une contrainte de contact de plus de 30 MPa aux extrémités, ce qui peut entraîner des fissures et une défaillance précoce.
Les ingénieurs utilisent des tolérances dimensionnelles pour éviter ces risques et garantir des résultats fiables. L'ajustement forcé n'endommage pas seulement le verre de quartz, mais augmente également le risque d'introduction d'impuretés dans le système. En suivant des protocoles et des normes certifiés, les laboratoires protègent la qualité de leurs instruments d'analyse et maintiennent des performances constantes.
Conditions d'installation | Contrainte de contact (MPa) | Risque d'échec | Impact sur la qualité |
|---|---|---|---|
Ajustement correct (±2 mm) | <5 | Faible | Élevée, certifiée |
Ajustement forcé (+5 mm) | >30 | Haut | Faible, contamination |
Ce tableau montre comment des tolérances correctes affectent directement la qualité et la fiabilité du système.
Alignement de la zone de chauffe : Impact de la tolérance de longueur sur la précision du profil de température
Une tolérance de longueur précise garantit que les tubes de quartz s'alignent sur les zones de chauffage du four. Lorsque les tubes respectent l'exigence de ±2 mm, chaque zone de chauffage fournit une température uniforme, ce qui permet un contrôle précis du processus. Des tubes mal alignés peuvent provoquer un chauffage inégal, ce qui affecte la précision des résultats d'analyse et peut introduire une contamination.
Les analyses et les tests montrent qu'un alignement correct améliore à la fois les performances et la qualité. Les laboratoires qui utilisent du verre de quartz certifié avec des tolérances dimensionnelles serrées obtiennent de meilleurs résultats et réduisent le risque d'impuretés. Un alignement fiable permet également d'obtenir la certification ISO et de maintenir des protocoles de laboratoire stricts.
Résumé des avantages :
L'alignement précis permet d'obtenir des profils de température exacts
Un chauffage uniforme améliore la qualité du processus et les résultats
Les tolérances certifiées réduisent la contamination et garantissent des performances fiables
Comment la tolérance de rectitude <0,5 mm/500 mm affecte-t-elle l'intégration de l'alignement optique ?
La tolérance de rectitude des tubes de quartz joue un rôle clé dans l'alignement optique des équipements de laboratoire. Le maintien d'une déviation inférieure à 0,5 mm par 500 mm de longueur garantit la précision et la fiabilité des trajets optiques. Ce niveau de contrôle permet d'obtenir des résultats de haute qualité et de protéger l'intégrité des instruments d'analyse.
Déviation du trajet optique : Comment une rectitude de <0,5 mm permet de maintenir un alignement angulaire de <0,3°.
Les tubes à quartz destinés aux applications analytiques doivent maintenir le chemin optique droit pour éviter toute perte de signal. Lorsque la tolérance de rectitude est inférieure à 0,5 mm par 500 mm, la déviation angulaire reste inférieure à 0,3°, ce qui est conforme aux normes ISO en matière d'alignement optique. Cette précision garantit que la lumière traverse le tube sans courbure ni dispersion importantes.
L'analyse montre que même de petites déviations peuvent entraîner des pertes de transmission mesurables. Par exemple, un tube avec un arc de 1 mm par 500 mm peut réduire le débit de lumière de 5-15%, ce qui affecte la précision des résultats et peut nécessiter de nouveaux tests. Le verre de quartz certifié avec des tolérances de rectitude serrées permet d'obtenir des performances fiables en spectroscopie et dans les systèmes à base de laser.
Points clés :
Maintien du chemin optique à moins de 0,3° pour une grande précision
Réduit la perte de signal et améliore la qualité des mesures
Soutient la certification ISO et les protocoles d'analyse fiables
Prévention des interférences mécaniques : Tubes courbés créant des espaces inégaux et des infiltrations d'air
Les tubes de quartz courbés peuvent créer des espaces inégaux entre le tube et l'alésage du four. Ce désalignement permet à l'air de pénétrer, ce qui augmente le risque de contamination et réduit la pureté du SiO₂. L'analyse des équipements de tolérance dimensionnelle des tubes de quartz de laboratoire montre qu'une tolérance de rectitude inférieure à 0,5 mm par 500 mm permet d'éviter ces problèmes.
Les essais confirment que les tubes plus courbés présentent souvent des taux d'infiltration d'air jusqu'à 10 fois plus élevés que les tubes droits certifiés. Cela peut introduire des impuretés et perturber les environnements contrôlés, ce qui conduit à des résultats peu fiables et à un échec de la certification. Le maintien d'une bonne rectitude permet également d'éviter les interférences mécaniques, qui peuvent endommager à la fois le tube et l'équipement.
État des tubes | Taux d'infiltration d'air | Risque de contamination | Impact sur la qualité |
|---|---|---|---|
<0,5 mm/500 mm | Minime | Faible | Élevée, certifiée |
>1,0 mm/500 mm | Haut | Haut | Faible, nouveau test |
Ce tableau montre comment la tolérance de rectitude affecte directement le risque de contamination et la qualité globale.
Distribution des charges sur les appuis : Impact de la rectitude sur les contraintes de contact et l'amorçage des fissures
Les tubes de quartz ayant une bonne rectitude répartissent leur poids uniformément sur les points d'appui. Cette charge uniforme évite les contraintes de contact élevées, qui peuvent provoquer des fissures pendant les cycles thermiques. L'analyse des tolérances dimensionnelles montre que les tubes droits réduisent le risque de défaillance mécanique et prolongent la durée de vie de l'équipement.
Lorsqu'un tube se courbe, la majeure partie du poids repose sur un ou deux points, ce qui augmente la contrainte locale au-delà de 25 MPa. Cette contrainte peut entraîner l'apparition de fissures et une défaillance précoce, en particulier lors de cycles répétés de chauffage et de refroidissement. La fiabilité des performances dépend du maintien de la rectitude dans les normes certifiées, ce qui favorise à la fois la qualité et les résultats à long terme.
Tableau récapitulatif :
Tolérance de rectitude | Contact Stress | Risque de fissure | Durée de vie des équipements |
|---|---|---|---|
<0,5 mm/500 mm | Faible | Faible | Prolongé |
>1,0 mm/500 mm | Haut | Haut | Réduit |
Une bonne tolérance de rectitude dans le verre de quartz garantit un fonctionnement sûr et contribue à la précision des instruments d'analyse.
Comment l'empilement des tolérances combinées affecte-t-il l'intégration des équipements au niveau du système ?
L'intégration des équipements au niveau du système dépend de la manière dont les tolérances dimensionnelles s'accumulent entre plusieurs composants. Les ingénieurs doivent comprendre comment ces tolérances interagissent pour maintenir l'ajustement de l'assemblage, la fiabilité du système et la qualité. Une analyse et une spécification minutieuses permettent d'éviter la contamination, de garantir la certification et d'assurer la fiabilité des performances des équipements de laboratoire à tubes de quartz.
Analyse statistique de la tolérance : Méthode RSS pour le calcul de l'empilement multidimensionnel
L'analyse statistique des tolérances aide les ingénieurs à prévoir comment les tolérances dimensionnelles multiples se combinent dans un assemblage réel. La méthode de la racine carrée (RSS) calcule la variation totale probable en tenant compte de la distribution de chaque tolérance, plutôt qu'en additionnant simplement les extrêmes. Cette approche donne une estimation plus réaliste de l'empilement total, ce qui permet de prendre de meilleures décisions en matière de conception de tubes en quartz pour les applications analytiques.
Les ingénieurs utilisent la méthode RSS pour évaluer l'effet combiné des tolérances de diamètre extérieur, d'épaisseur de paroi, de longueur et de rectitude. Par exemple, si un système a un diamètre extérieur de ±0,2 mm, une paroi de ±0,1 mm, une longueur de ±2 mm et une rectitude de 0,5 mm, le calcul du RSS est √(0,2² + 0,1² + 2² + 0,5²) ≈ 2,1 mm. Cette valeur prédit la variation effective dans le système assemblé, ce qui permet de maintenir la qualité et de réduire le risque de contamination ou de désalignement. L'analyse statistique est conforme aux normes ISO et garantit que les composants en verre de quartz répondent aux protocoles de certification.
Points clés :
L'analyse RSS prédit une variation totale réaliste dans les assemblages
Aide à maintenir l'ajustement et la qualité du système en évitant un empilement excessif
Répond aux exigences de l'ISO et de la certification pour des résultats fiables
Empilement dans le pire des cas ou empilement statistique : Implications de la conception de l'apurement du système
Les analyses de la pire éventualité et de l'empilement statistique offrent des approches différentes pour prévoir les besoins en matière de dégagement du système. L'analyse du pire des cas utilise les valeurs maximales ou minimales de chaque tolérance, garantissant que même la combinaison la plus extrême conviendra. L'analyse statistique, telle que l'analyse RSS, prend en compte la probabilité de variations et fournit une estimation plus pratique pour la plupart des assemblages.
Les concepteurs comparent souvent ces méthodes afin d'équilibrer les risques et les possibilités de fabrication. L'analyse du pire des cas peut conduire à des dégagements trop importants et à des coûts plus élevés, tandis que l'analyse statistique permet des conceptions plus serrées et plus efficaces. Le tableau ci-dessous met en évidence les principales différences entre ces deux approches et leur impact sur l'intégration au niveau du système.
Aspect | Analyse du pire cas | Analyse statistique |
|---|---|---|
Approche des tolérances | Utilise des valeurs maximales ou minimales pour calculer les valeurs extrêmes de l'espace libre ou de l'interférence. | Évalue les valeurs sur la base de la probabilité et de la distribution des variations, telles que RSS ou Monte-Carlo. |
Focus | Traite des limites de l'acceptabilité sans tenir compte de la probabilité. | Se concentre sur la distribution des variations et les prévisions d'assemblage réelles basées sur les dimensions des pièces. |
Entrées | Les tolérances de conception sont les principales données d'entrée. | Les moments de la distribution du processus (par exemple, l'écart type) sont les principales données d'entrée. |
Cette comparaison montre que l'analyse statistique conduit souvent à des conceptions de systèmes plus précises et plus rentables, tandis que l'analyse du cas le plus défavorable maximise les marges de sécurité mais peut augmenter les coûts des matériaux et de la fabrication.
Analyse coûts-avantages de l'intégration : Prime de tolérance serrée vs. économies de retouches
La spécification de tolérances dimensionnelles plus strictes augmente les coûts de production initiaux, mais elle peut réduire le besoin de retouches et améliorer la qualité globale du système. Les ingénieurs doivent évaluer le coût d'une inspection plus stricte et des rebuts potentiels par rapport aux économies réalisées grâce à la réduction des défaillances d'intégration et de la contamination. Les essais et les données de terrain montrent que des tolérances plus strictes sont souvent rentables dans le cas d'assemblages complexes.
Par exemple, les tubes de quartz avec une tolérance de ±0,1 mm coûtent plus cher à produire en raison d'une inspection accrue et de contrôles de fabrication plus stricts. Toutefois, ces tubes réduisent le risque d'impuretés, améliorent la pureté du SiO₂ et assurent des performances fiables dans les instruments d'analyse. Le tableau ci-dessous résume l'impact sur les coûts des différents niveaux de tolérance :
Tolérance | Impact sur les coûts | Notes |
|---|---|---|
±0,1 mm | ↑ Coût | Augmentation des inspections et des rebuts potentiels en raison de tolérances plus étroites |
Résumé des avantages :
Des tolérances plus étroites réduisent les retouches et améliorent la qualité du système
Des coûts initiaux plus élevés peuvent se traduire par des économies à long terme
Le verre de quartz certifié permet d'obtenir des résultats fiables et d'obtenir la certification ISO.
Une analyse minutieuse et la spécification des tolérances dimensionnelles aident les laboratoires à réaliser une intégration fiable et de haute qualité tout en contrôlant les coûts et en préservant l'intégrité du système.
Comment les ingénieurs doivent-ils spécifier les tolérances dimensionnelles pour réussir l'intégration des équipements ?
Les ingénieurs doivent adapter les tolérances dimensionnelles aux besoins spécifiques des équipements de laboratoire. Une sélection minutieuse garantit que les tubes de quartz destinés aux applications analytiques offrent des performances fiables et des résultats cohérents. Des méthodes d'analyse et de vérification appropriées permettent d'éviter la contamination et de maintenir un niveau de qualité élevé.
Matrice de sélection des tolérances : Faire correspondre les spécifications dimensionnelles aux exigences d'intégration de l'équipement
Les ingénieurs commencent par identifier les interfaces critiques de leur système, telles que les surfaces d'étanchéité, les points d'appui et les chemins optiques. Ils sélectionnent les tolérances en fonction des performances requises pour chaque application. Par exemple, les systèmes scellés sous vide exigent des tolérances plus strictes pour le diamètre extérieur et l'épaisseur de la paroi afin d'éviter les fuites et de réduire les impuretés.
L'analyse des données de fabrication montre que les tubes de quartz avec une tolérance de ±0,1 mm pour le verre de quartz double couche et de ±0,15 mm pour le verre de quartz clair cylindrique sont les mieux adaptés aux applications de haute précision. Les tests d'étanchéité, tels que décrits dans la norme ASTM C657, permettent de vérifier que ces tolérances empêchent la contamination et préservent la pureté de l'échantillon. Les fabricants utilisent également des tests de chute de pression et d'étanchéité à l'hélium pour confirmer l'intégrité du joint et garantir un fonctionnement fiable.
Le tableau suivant résume les tolérances recommandées et les méthodes de vérification pour différents types de tubes de quartz, en soulignant le lien entre les spécifications et la qualité :
Type de tube en quartz | Tolérance | Méthode de vérification | Impact sur la qualité |
|---|---|---|---|
Verre de quartz double couche | ±0,1 mm | Test d'étanchéité/Hélium | Élevé, empêche les impuretés |
Verre de quartz clair cylindrique | ±0,15 mm | Test de perte de charge | Fiable, réduit le bruit |
La sélection des bonnes tolérances et méthodes de vérification garantit que les tubes de quartz répondent à des normes de qualité strictes. Cette approche permet d'obtenir des performances constantes, de réduire le risque de contamination et de fournir des résultats fiables dans les environnements de laboratoire.
Les tolérances dimensionnelles déterminent la qualité et les performances des tubes de quartz pour les applications analytiques. Les laboratoires dépendent de la précision des dimensions du quartz pour éviter la contamination et garantir des résultats fiables. L'adaptation des tolérances à chaque application - qu'il s'agisse de scellage sous vide, de contrôle thermique ou d'alignement optique - protège contre les impuretés et garantit une qualité constante. Les ingénieurs peuvent améliorer les résultats en travaillant en étroite collaboration avec des fournisseurs qui utilisent un usinage avancé du quartz et en suivant les meilleures pratiques de vérification.
Aspect de la collaboration | Description |
|---|---|
Fabrication avancée | Meulage diamant CNC pour des tolérances serrées dans le verre de quartz |
Partenariats en matière d'ingénierie | Des experts optimisent la sélection et la conception des quartz |
Collaboration technique | Soutien direct à la conception et à l'amélioration des processus |
Exiger des fournisseurs qu'ils fournissent des rapports sur les impuretés et la teneur en hydroxyle.
Utiliser des joints toriques doubles et des tests d'étanchéité à l'hélium pour réduire la contamination.
Précuire ou nettoyer à l'acide les tubes de quartz avant les expériences.
FAQ
Pourquoi les laboratoires exigent-ils des tolérances étroites sur le diamètre extérieur des tubes de quartz ?
Les tolérances serrées sur le diamètre extérieur garantissent une bonne étanchéité dans les systèmes sous vide. Cela permet d'éviter les fuites et la contamination. Des joints fiables protègent les expériences sensibles et maintiennent les performances de l'équipement.
Pourquoi l'uniformité de l'épaisseur de la paroi est-elle importante dans les applications de four ?
L'épaisseur uniforme de la paroi permet un transfert de chaleur régulier. Cela permet d'éviter les points chauds et de réduire les contraintes thermiques. Un chauffage constant améliore le contrôle du processus et prolonge la durée de vie du tube.
Pourquoi la rectitude est-elle importante pour l'alignement optique ?
Les tubes droits assurent la précision du trajet optique. Cela minimise la perte de signal et les erreurs de mesure. Une bonne rectitude permet d'obtenir des résultats de haute qualité en spectroscopie et dans les systèmes laser.
Pourquoi les ingénieurs devraient-ils utiliser l'analyse statistique de la tolérance ?
L'analyse statistique prédit les variations d'assemblage dans le monde réel. Cela aide les ingénieurs à concevoir des jeux qui évitent les interférences ou les écarts. Cela réduit les reprises coûteuses et améliore la réussite de l'intégration.
Pourquoi une tolérance plus stricte augmente-t-elle le coût initial mais diminue-t-elle le coût total ?
Des tolérances plus étroites nécessitent une fabrication et une inspection avancées. Cela augmente les coûts initiaux. Toutefois, la réduction des échecs d'intégration et des travaux de reprise permet d'économiser de l'argent au fil du temps.




