Boyutsal özelliklerdeki hassasiyet, Analitik Uygulamalar için Kuvars Tüplerin zorlu laboratuvar ortamlarında güvenilir bir şekilde çalışmasını sağlar. Dış çap, duvar kalınlığı, uzunluk ve sıkı toleransların her biri uyumluluk ve performansın korunmasında benzersiz bir rol oynar. Aşağıdaki tabloda her bir spesifikasyonun kritik etkisi özetlenmektedir:
Şartname | Önem |
|---|---|
Dış Çap (OD) | Bağlantı parçaları ve aletlerle genel uyumluluğu etkiler. |
İç Çap (ID) | ±0,03 mm tolerans, doğruluk için çok önemli olan laminer akış stabilitesini sağlar. |
Duvar Kalınlığı | Tüpün mukavemetini ve termal stabilitesini etkiler. |
Uzunluk | Aletlerdeki reaksiyonlar veya ayırmalar için etkili yolu belirler. |
Toleranslar | Farklı sistemler arasında tutarlı performans sağlamak için kritik öneme sahiptir. |
Hassas boyutlara sahip tüpleri seçen teknisyenler sızdırmazlık bütünlüğünü korur, termal stabiliteyi destekler ve cihaz güvenilirliğini destekler.
Önemli Çıkarımlar
Analitik sistemlerde kuvars tüplerin uyumluluğunu ve performansını sağlamak için hassas boyutsal özellikler çok önemlidir.
Özellikle dış çap için sıkı toleransların korunması, sıkıştırma fittinglerinde sızıntıları ve yanlış hizalamayı önler.
CMM ve ultrasonik test gibi düzenli denetim yöntemleri, boru boyutlarının doğrulanmasına yardımcı olarak yüksek sıcaklık uygulamalarında güvenilirlik sağlar.
Uygun uzunluk ve uç kaplama özellikleri, numune konumlandırma ve sızdırmazlık güvenilirliğini artırarak doğru analitik sonuçları destekler.
Spesifikasyonların ve denetim sonuçlarının net bir şekilde belgelendirilmesi, mevzuata uygunluk ve laboratuvar ortamlarında izlenebilirlik için gereklidir.
Hangi Dış Çap Toleransı Sıkıştırmalı Fitting Bağlantılarında Sızdırmazlık Hatasını Önler?

Analitik cihaz sistemlerinde güvenilir sızdırmazlık için dış çap toleransında hassasiyet esastır. Küçük sapmalar bile sızıntılara veya yanlış hizalamaya neden olabilir ve bu da tüm kurulumun performansını tehlikeye atabilir. Standartların ve denetim protokollerinin anlaşılması, laboratuvarların doğru sızdırmazlık elemanını seçmesine yardımcı olur. Analitik Uygulamalar için Kuvars Tüpler ve cihaz bütünlüğünü korumak.
Sıkıştırma Fitting Standartları ve Tolerans Gereksinimleri
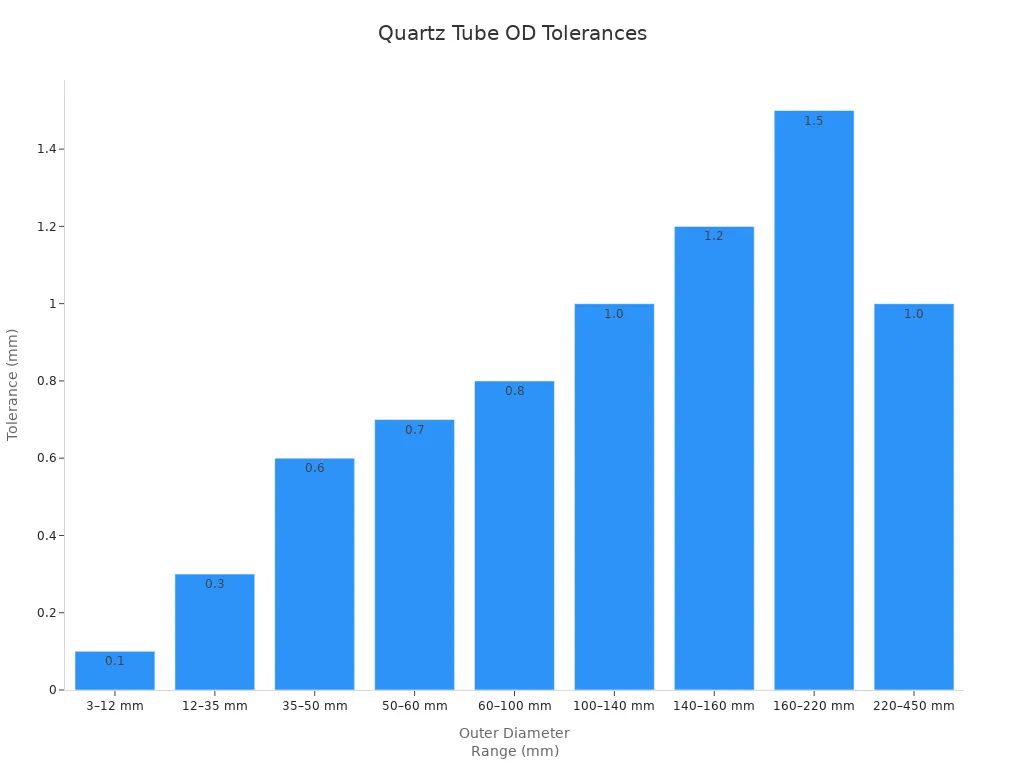
Sıkıştırma bağlantı parçaları, sızdırmaz bir bağlantı sağlamak için dış çap toleranslarına sıkı sıkıya bağlı kalmayı gerektirir. Endüstri standartları, çapları 3 mm ile 12 mm arasında olan borular için toleransın ±0,1 mm'yi aşmaması gerektiğini belirtir. Daha yüksek hassasiyet için, birçok analitik sistem, sızdırmazlık arızasını önlemek ve düşük sızıntı oranlarını korumak için ±0,05 mm gibi daha da sıkı toleranslar talep eder.
Bir borunun dış çapı önerilen aralığın dışına çıktığında, sızdırmazlık arızası riski artar. Yetersiz sıkma gevşek bir oturmaya neden olarak sızıntılara ve hatta basınç altında patlamaya yol açabilir. Öte yandan, aşırı sıkma hem boruya hem de bağlantı parçasına zarar vererek erken arızaya neden olabilir ve sistemin yapısal bütünlüğünü tehlikeye atabilir.
Dış Çap Aralığı (mm) | Dış Çap Toleransı (mm) |
|---|---|
3 ≤ Φ < 12 | ±0.1 |
12 ≤ Φ < 35 | ±0.3 |
35 ≤ Φ < 50 | ±0.6 |
50 ≤ Φ < 60 | ±0.7 |
60 ≤ Φ < 100 | ±0.8 |
100 ≤ Φ < 140 | ±1.0 |
140 ≤ Φ < 160 | ±1.2 |
160 ≤ Φ < 220 | ±1.5 |
220 ≤ Φ < 450 | ±1.0 |
Anahtar özet ifadeler:
Daha sıkı dış çap toleransları sızıntıları ve yanlış hizalamayı önler.
Hem yetersiz kıvrım hem de aşırı kıvrım arıza riskini artırır.
Endüstri standartları, analitik sistemler için tüp seçimine rehberlik eder.
Boyutsal Doğrulama için CMM Muayene Protokolleri
Koordinat Ölçüm Makinesi (CMM) denetimi, Analitik Uygulamalar için Kuvars Tüplerin boyutsal toleranslarını doğrulamak için son derece hassas bir yöntem sağlar. Laboratuvarlar, tüplerin dış çapını, et kalınlığını ve düzlüğünü ölçmek için CMM'leri kullanarak her tüpün gerekli spesifikasyonları karşılamasını sağlar. Bu süreç, hassas analitik kurulumlarda kullanılan tüm tüplerde tutarlılık ve güvenilirliğin korunmasına yardımcı olur.
CMM denetim protokolleri tipik olarak her üretim partisinden tüplerin örneklenmesini ve tüp uzunluğu boyunca birden fazla noktada kritik boyutların ölçülmesini içerir. Bu yaklaşım, borunun sıkıştırma fittinglerindeki performansını etkileyebilecek tüm varyasyonları veya kusurları tespit eder. CMM'e ek olarak, optik profilometri ve Go/No-Go göstergeleri yüzey ve boyut kontrolleri için tamamlayıcı yöntemler sunarak yüksek üretim hacimlerini ve hızlı kalite kontrolünü destekler.
Muayene Yöntemi | Açıklama | Kullanım Örneği |
|---|---|---|
CMM Ölçümü | Kuvars tüplerin hassas boyutsal ölçümü | Yüksek hassasiyet gereksinimleri |
Optik Profilometri | Yüzey profili ve pürüzlülük değerlendirmesi | Yüzey kalitesi değerlendirmesi |
Go/No-Go Göstergeleri | Hızlı başarılı/başarısız boyutsal kontroller | Üretim hacmi kontrolleri |
Yüzey İşleminin Yüksük Conta Performansı Üzerindeki Etkisi
Yüzey kalitesi, analitik cihazlardaki yüksüklü contaların performansında çok önemli bir rol oynar. Pürüzlülük ortalaması (Ra) 0,8 μm'nin altında olan pürüzsüz bir yüzey, tüp ile yüksük arasında uygun teması sağlayarak sızıntı riskini en aza indirir. Mikro gözeneklilik veya pürüzlü yüzeyler tercihli sızıntı yolları oluşturabilir, bu da contanın bütünlüğünü tehlikeye atabilir ve analitik sonuçları etkileyebilir.
Teknisyenler genellikle montajdan önce tüplerin yüzey kalitesini değerlendirmek için optik profilometri kullanır. Tüm tüplerde tutarlı yüzey kalitesi, özellikle tekrarlanan termal döngüler sırasında eşit sıkıştırma ve güvenilir sızdırmazlığın korunmasına yardımcı olur. Detaylara gösterilen bu özen, analitik ölçümlerin uzun vadeli istikrarını ve doğruluğunu destekler.
Anahtar özet ifadeler:
Pürüzsüz yüzeyler yüksük temasını ve sızdırmazlık güvenilirliğini artırır.
Yüzey pürüzlülüğünün 0,8 μm'nin altında olması tavsiye edilir.
Tutarlı yüzey, uzun vadeli cihaz performansını destekler.
Duvar Kalınlığı Değişimi Termal Stres Dağılımını ve Kırılma Riskini Nasıl Etkiler?
Duvar kalınlığı, analitik sistemlerde kullanılan kuvars tüplerin performansında ve güvenliğinde kritik bir rol oynar. Duvar kalınlığındaki farklılıklar eşit olmayan termal strese yol açabilir ve bu da yüksek sıcaklık prosesleri sırasında tüpün kırılma riskini artırır. Duvar kalınlığının doğru kontrolü ve doğrulanması, laboratuvar cihazlarında sızıntı oranlarının, temel stabilitenin ve güvenilir tespit limitlerinin korunmasına yardımcı olur.
Duvar Kalınlığı Değişimleri için Termal Stres Modellemesi
Termal stres modellemesi, hem sıcaklık farklılıklarının hem de duvar kalınlığının kuvars tüplerin maruz kaldığı stresi etkilediğini göstermektedir. Daha kalın duvarlar, analitik uygulamalardaki hızlı ısıtma ve soğutma döngüleri sırasında gerekli olan daha fazla gerilimi emer. Bununla birlikte, artan duvar kalınlığı, hızlı sıcaklık değişiklikleri altında performansı etkileyebilecek ağırlık da ekler.
Çalışmalar, termal stres dağılımının ısı akısına ve tüp duvarının geometrisine bağlı olduğunu ortaya koymaktadır. Isı akısı 18,6 kW/m²'yi aştığında, stres seviyeleri kuvarsın mekanik sınırlarını aşarak potansiyel arızaya yol açabilir. Bu bulgular, yüksek güçlü analitik cihazlar için tüp tasarımının optimize edilmesinde mühendislere yol göstermekte ve duvar kalınlığının güvenli sınırlar içinde kalmasını sağlamaktadır.
Temel Bulgular | Açıklama |
|---|---|
Termal Stres Dağılımı | Stres ve sıcaklık, özellikle ısıtılmış bölgelerde boru duvarı boyunca değişir. |
Kritik Isı Akısı | 18,6 kW/m² değerinin aşılması mekanik arızaya neden olabilir. |
Tasarım Çıkarımları | Veriler, analitik uygulamalar için daha güvenli, daha güvenilir tüp tasarımını desteklemektedir. |
Duvar Kalınlığı Doğrulaması için Ultrasonik Ölçüm Teknikleri
Ultrasonik test, kuvars tüplerde duvar kalınlığını ölçmek için tahribatsız ve son derece hassas bir yöntem sağlar. Teknisyenler tüp yüzeyine kuplantlı bir prob yerleştirerek malzeme boyunca ultrasonik dalgalar gönderir. Cihaz, sesin tüp boyunca ilerlemesi ve geri dönmesi için geçen süreyi ölçerek duvar kalınlığını hesaplar.
Bu teknik, yüksek sıcaklıkta kullanım sırasında boru bütünlüğünü tehlikeye atabilecek kusurları ve düzensizlikleri tespit eder. Tutarlı duvar kalınlığı eşit termal genleşme sağlayarak lokalize stres ve kırılma riskini azaltır. Laboratuvarlar, hassas analitik sistemlerde kullanılmadan önce her bir tüpün katı üretim standartlarını karşıladığını doğrulamak için ultrasonik ölçüme güvenmektedir.
Özet ifadeler:
Ultrasonik test, hassas duvar kalınlığı ölçümü sağlar.
Tahribatsız değerlendirme tüp güvenilirliğini destekler.
Doğru doğrulama, yüksek sıcaklık uygulamalarında kırılma riskini azaltır.
Üretim Tutarlılığı için İstatistiksel Süreç Kontrolü
İstatistiksel süreç kontrolü (SPC), üreticilerin büyük kuvars tüp partilerinde tutarlı duvar kalınlığını korumalarına yardımcı olur. Mühendisler, üretim verilerini izleyerek ve kontrol çizelgelerini uygulayarak hedef spesifikasyonlardan sapmaları hızlı bir şekilde belirleyebilir ve düzeltebilir. Bu yaklaşım, çoğu tüpün gerekli toleransı karşılamasını sağlayarak güvenilir cihaz performansını destekler.
SPC verileri, proses yeterlilik endeksinin (Cpk) 1,33'ün üzerinde tutulmasının, tüplerin 99,7%'den fazlasının istenen duvar kalınlığı aralığında kalmasını sağladığını göstermektedir. Tutarlı üretim, sızıntı olasılığını, taban çizgisi kaymasını ve cihazın çalışmama süresini azaltır. Laboratuvarlar, analitik sonuçlarında gelişmiş tekrarlanabilirlik ve güvenden faydalanır.
Kilit Nokta | Fayda |
|---|---|
Yüksek Cpk (>1,33) | Boruların 99,7%'den fazlası et kalınlığı spesifikasyonlarını karşılar |
Tutarlı Üretim | Sızıntı ve cihaz hatası riskini azaltır |
Güvenilir Sonuçlar | Tekrarlanabilir analitik sonuçları destekler |
Hangi Uzunluk Toleransı ve Uç Kaplama Özellikleri Uygun Enstrüman Entegrasyonunu Sağlar?
Kuvars tüplerin analitik cihazlara entegrasyonu için uygun uzunluk toleransı ve uç kaplama özellikleri çok önemlidir. Bu faktörler numune konumlandırma, sıcaklık homojenliği ve sızdırmazlık güvenilirliğini etkiler. Gelişmiş üretim ve denetim yöntemleri, laboratuvarların tutarlı sonuçlar için gereken hassasiyeti elde etmesine yardımcı olur.
Uzunluk Toleransının Fırın Sıcaklık Profili Doğruluğu Üzerindeki Etkisi
Uzunluk toleransı, bir kuvars tüpün bir fırına veya analitik cihaza ne kadar iyi oturduğunu doğrudan etkiler. Küçük bir sapma bile tüpün konumunu değiştirerek eşit olmayan ısınmaya ve tutarsız sıcaklık profillerine neden olabilir. Hassas yol uzunluğu gerektiren uygulamalar için standart tolerans ±0,1 mm'dir, bu da doğru numune yerleşimi ve tekrarlanabilir sonuçlar sağlar.
Üreticiler bu sıkı toleransları elde etmek için lazer ölçüm sistemleri ve otomatik çizim süreçleri kullanmaktadır. Tutarlı tüp uzunluğu, teknisyenlerin numuneleri ısıtma bölgeleriyle hizalamasına olanak tanıyarak sıcaklık değişimini en aza indirir ve reaksiyon kontrolünü iyileştirir. Bu hassasiyet seviyesi, yüksek hassasiyetli analizlerde tekrarlanabilirliği destekler.
Şartname | Hoşgörü |
|---|---|
Hassas Yol Uzunluğu | ±0,1 mm |
Özet Tablo:
Sıkı uzunluk toleransı, numunenin doğru konumlandırılmasını sağlar.
Lazer ölçümü ve otomatik çizim tutarlılığı artırır.
Doğru tüp uzunluğu, tekrarlanabilir analitik sonuçları destekler.
Uç Kaplama Seçenekleri: Alev Cilalı, Taşlanmış ve Ateş Cilalı
Kuvars tüplerin uç kaplaması hem mekanik mukavemeti hem de sızdırmazlık performansını etkiler. Alevle parlatılmış uçlar, ufalanmaya karşı dirençli ve gerilim konsantrasyonlarını azaltan pürüzsüz, yuvarlak bir yüzey sağlar. Taşlanmış uçlar düz, dik bir yüzey sunarak cihaz bağlantılarına karşı aynı hizada sızdırmazlık için idealdir, ateşle parlatılmış uçlar ise pürüzsüzlüğü gelişmiş dayanıklılıkla birleştirir.
Teknisyenler uç kaplamasını cihazın sızdırmazlık gereksinimlerine ve termal döngü riskine göre seçer. Alevle parlatılmış ve ateşle parlatılmış uçlar yüksek termal stabilite gerektiren uygulamalar için iyi sonuç verirken, taşlanmış uçlar hassas hizalama gerektiren sistemlere uygundur. Her bir uç tipi, çatlaklara yol açabilecek talaş veya keskin kenarlar olmadığından emin olmak için kenar kalitesi açısından denetime tabi tutulur.
Özet İfadeler:
Uç kaplama seçimi sızdırmazlığı ve boru ömrünü etkiler.
Alev cilalı ve ateş cilalı uçlar dayanıklılığı artırır.
Taşlanmış uçlar analitik cihazlar için optimum hizalama sağlar.
Doğru Sızdırmazlık ve Hizalama için Diklik Spesifikasyonları
Tüp uçlarının dikliği, analitik sistemlerde uygun sızdırmazlık ve hizalama sağlar. Teknisyenler Mikro Hizalama Teleskobu boru yüzeylerinin kareliğini ve paralelliğini ölçmek için kullanılır. Süreç, bir referans çizgisi oluşturmak için teleskobun örümcek armatürler aracılığıyla hizalanmasını ve ardından her iki ucun da eşitsizlik ve paralellik açısından ölçülmesini içerir.
Doğru diklik, montaj sırasında sızıntılara veya yanlış hizalamaya yol açabilecek eğilmeleri önler. Tutarlı uç geometrisi, özellikle yüksek basınçlı veya vakumlu sistemlerde güvenilir sızdırmazlığı destekler. Laboratuvarlar bu ölçümleri kalite güvencesinin bir parçası olarak belgeleyerek izlenebilirliği ve mevzuata uygunluğu destekler.
Kilit Nokta | Fayda |
|---|---|
Mikro Hizalama Teleskobu | Uç kareliğini hassas bir şekilde ölçer |
Paralellik Kontrolleri | Her iki ucun da doğru hizalanmasını sağlar |
Dokümantasyon | İzlenebilirliği ve QA'yı destekler |
Hangi Gelişmiş Üretim Teknikleri Hassas Boyut Kontrolü Sağlar?
Gelişmiş üretim teknikleri, analitik uygulamalar için hassas boyutlara sahip kuvars tüplerin üretilmesinde hayati bir rol oynamaktadır. Bu yöntemler, her tüpün güvenilir cihaz performansı için gerekli olan katı toleransları karşılamasını sağlar. Laboratuvarlar bu gelişmiş süreçleri anlayarak ve bunlardan yararlanarak özel spesifikasyonlara ulaşabilir.
Boyutsal Tutarlılık için Hassas Çizim Süreci Kontrolü
Hassas çekme işlemleri, kuvars tüp üretiminde yüksek boyutsal doğruluğu korumak için kapalı döngü kontrol sistemlerini kullanır. CNC ana bilgisayarlar, besleme mekanizmaları ve çekme cihazları, tüp çapını gerçek zamanlı olarak izlemek ve ayarlamak için lazer telemetrelerle birlikte çalışır. Bu entegrasyon, üreticilerin karmaşık geometriler için bile tutarlı çaplara ve et kalınlıklarına sahip tüpler üretmesini sağlar.
Yüksek hassasiyetli mikro basınç kontrol sistemleri süreci daha da geliştirir. Bu sistemler, çekme sırasında uygulanan kuvveti düzenleyerek çeşitli şekillerde kılcal borular ve boyutlar. Üretim stabilitesi yüksek kalır ve analitik laboratuvarların ihtiyaçlarını destekleyen boyutsal varyasyon riski azalır.
Anahtar özet ifadeler:
Kapalı döngü kontrolü boyutsal tutarlılığı sağlar.
CNC ve lazer sistemleri gerçek zamanlı ayarlamalar yapılmasını sağlar.
Mikro basınç kontrolü özel geometrileri destekler.
Gerçek Zamanlı Boyut İzleme için Lazer Ölçüm Sistemleri
Lazer ölçüm sistemleri, Analitik Uygulamalar için Kuvars Tüplerin üretimi sırasında sürekli geri bildirim sağlar. Bu sistemler tüp yüzeyini taramak ve hedef boyutlardan sapmaları tespit etmek için yüksek hızlı sensörler kullanır. Gerçek zamanlı izleme, operatörlerin anında düzeltmeler yapmasını sağlayarak israfı azaltır ve genel kaliteyi artırır.
Lazer sistemlerinden elde edilen veriler, boyutsal hataların milisaniyeler içinde tespit edilebildiğini göstermektedir. Bu hızlı tepki, hassas analitik cihazlarda kullanılan tüpler için kritik olan sıkı toleransların korunmasına yardımcı olur. Lazer ölçümünün otomatik çizim süreçleriyle entegrasyonu, daha yüksek verim ve daha az kusur sağlar.
Kilit Nokta | Fayda |
|---|---|
Gerçek zamanlı geri bildirim | Sapmaların anında düzeltilmesi |
Yüksek hızlı sensörler | Hataları hızlıca tespit edin |
Geliştirilmiş verim | Daha az kusur ve daha yüksek kalite |
İstatistiksel Süreç Kontrolü ve Üretim Yetenek Analizi
İstatistiksel süreç kontrolü (SPC) kuvars tüplerin üretim sürecini izlemek ve kontrol etmek için veri analizini kullanır. SPC, üretim verilerini takip ederek kusurlara yol açabilecek eğilimleri ve varyasyonları belirler. Üreticiler bu bilgileri belirlenen toleransları korumak ve verimliliği artırmak için kullanır.
SPC, proses değişkenliğini azaltmaya yardımcı olarak daha kaliteli ürünler ve daha düşük üretim maliyetleri sağlar. SPC'nin tutarlı bir şekilde uygulanması, özel tüp boyutlarının analitik laboratuvarların gereksinimlerini karşılamasını sağlar. Üreticilerle işbirliği ve onaylanmış yöntemlerin kapsamlı bir şekilde belgelendirilmesi, güvenilir cihaz entegrasyonunu destekler.
Anahtar özet ifadeler:
SPC süreç değişkenliğini izler ve kontrol eder.
Veri analizi sıkı toleransları korur.
Dokümantasyon ve işbirliği kaliteyi sağlar.
Analitik Laboratuvarlar Özel Uygulamalar için Boyutsal Gereksinimleri Nasıl Belirlemelidir?
Analitik laboratuvarlar, özel cihaz kurulumlarında uyumluluk ve performans sağlamak için kesin boyutsal gereksinimleri tanımlamalıdır. Her spesifikasyon, Analitik Uygulamalar için Kuvars Tüplerin bağlantı parçaları, ısıtma bölgeleri ve algılama sistemleri ile nasıl etkileşime gireceğini etkiler. Dikkatli planlama ve dokümantasyon, laboratuvarların güvenilir sonuçlar elde etmesine ve mevzuata uygunluğu sürdürmesine yardımcı olur.
Analitik Gereksinimlerden Kritik Boyut Spesifikasyonlarının Geliştirilmesi
Laboratuvarlar, hangi tüp boyutlarının analitik performansı doğrudan etkilediğini belirleyerek işe başlar. Teknisyenler, her bir uygulama için gerekli dış çapı, duvar kalınlığını ve uzunluğu belirlemek üzere cihaz kılavuzlarını ve metot protokollerini gözden geçirir. Bu boyutların sızdırmazlık bütünlüğünü, numune konumlandırmayı ve termal stabiliteyi nasıl etkilediğini değerlendirirler.
Mühendisler genellikle temel spesifikasyonları belirlemek için önceki kurulumlardan elde edilen geçmiş verileri kullanırlar. Örneğin, 550 analitik kurulum üzerinde yapılan bir çalışmada dış çap toleransı ±0,05 mm ve duvar kalınlığı toleransı ±5% olan tüplerin sızıntı oranlarını 1×10-⁸ mbar-L/s'nin altında tuttuğu bulunmuştur. Bu bulgular, yüksek hassasiyetli cihazların taleplerini karşılayan Analitik Uygulamalar için Kuvars Tüplerin seçimine rehberlik etmektedir.
Özet ifadeler:
Kritik boyutlar cihazın güvenilirliğini ve doğruluğunu etkiler.
Geçmiş veriler spesifikasyon kararlarını destekler.
Doğru planlama, analitik sistemlerle uyumluluğu sağlar.
Çok Bileşenli Montajlar için Tolerans Yığın Analizi
Tolerans yığılma analizi, laboratuvarların birden fazla bileşendeki boyutsal varyasyonların genel sistem performansını nasıl etkileyebileceğini tahmin etmesine yardımcı olur. Teknisyenler, yanlış hizalama veya sızıntıları önlemek için boru, bağlantı parçası ve conta toleranslarının kümülatif etkisini hesaplar. Bu etkileşimleri modellemek ve kabul edilebilir tolerans aralıklarını belirlemek için elektronik tablolar veya CAD araçları kullanırlar.
Çok bileşenli tertibatlardan elde edilen veriler, 0,15 mm'yi aşan toplam yığılmanın conta arızasına veya numunenin yanlış yerleştirilmesine neden olabileceğini göstermektedir. Laboratuvarlar, toplamı güvenli sınırlar içinde tutmak için tek tek bileşen toleranslarını ayarlar. Bu yaklaşım tekrarlanabilirliği artırır ve cihaz kurulumu sırasında sorun giderme süresini azaltır.
Kilit Nokta | Etki |
|---|---|
Yığın Analizi | Yanlış hizalamayı ve sızıntıları önler |
CAD Modelleme | Tolerans etkileşimlerini tanımlar |
Güvenli Limitler | Tekrar üretilebilirliği artırır |
Özel Kuvars Tüp Spesifikasyonları için Dokümantasyon Standartları
Net dokümantasyon izlenebilirliği sağlar ve laboratuvar ortamlarında mevzuata uygunluğu destekler. Teknisyenler her bir özel tüp için tüm boyutsal özellikleri, denetim sonuçlarını ve kabul kriterlerini kaydeder. CMM veya ultrasonik test gibi ölçüm yöntemlerini içerirler ve her tüpü üretim partisine bağlarlar.
Düzenleyici kurumlar, laboratuvarların metot validasyonu ve cihaz kalifikasyonu için ayrıntılı kayıtlar tutmasını gerektirir. Doğru dokümantasyon, mühendislerin herhangi bir performans sorununu belirli tüplere veya partilere kadar izleyebilmelerini sağlar. Bu uygulama analitik sonuçlara olan güveni artırır ve uzun vadeli cihaz güvenilirliğini destekler.
Özet ifadeler:
Dokümantasyon, izlenebilirliği ve uyumluluğu destekler.
Detaylı kayıtlar kök neden analizini mümkün kılar.
Düzenleyici kurumlar doğrulanmış spesifikasyonlar talep etmektedir.
Analitik Uygulamalar için Kuvars Tüpler, cihaz uyumluluğunu sağlamak için çap, duvar kalınlığı ve uzunluğun hassas bir şekilde kontrol edilmesini gerektirir. Aşağıdaki tablo en kritik özellikleri vurgulamaktadır:
Şartname | Menzil |
|---|---|
Çap | 1,5 - 160 mm |
Uzunluk | 10 - 3000 mm |
Duvar Kalınlığı | 0,5 - 15 mm |
Laboratuvarlar sektör uygulamalarını takip ederek güvenilirliği artırır.
İzlenebilirlik, her bir tüpü parti ve füzyon kayıtlarına bağlar.
Süreç kontrolü, istikrarlı üretimi sürdürmek için SPC çizelgelerini kullanır.
Muayene kayıtları boyut, toleranslar ve saflığı belgeler.
Akredite laboratuvarlar, cihaz entegrasyonundan önce boyutları doğrular.
Dikkatli seçim ve dokümantasyon, laboratuvarların tutarlı performans ve mevzuata uygunluk elde etmesine yardımcı olur.
SSS
Hangi dış çap toleransı analitik cihazlarda güvenilir sızdırmazlık sağlar?
Üreticiler kuvars tüpler için ±0,05 mm'lik bir dış çap toleransı önermektedir. Bu spesifikasyon sızıntıların ve yanlış hizalamanın önlenmesine yardımcı olur. Laboratuvarlar, tüp boyutlarını CMM incelemesi ile doğrulayarak tutarlı sızdırmazlık bütünlüğü elde eder.
Özet Noktalar:
±0,05 mm OD toleransı sızıntıları önler.
CMM denetimi doğruluğu onaylar.
Güvenilir sızdırmazlık, cihaz performansını destekler.
Termal döngü sırasında hangi et kalınlığı değişimi kırılma riskini artırır?
Duvar kalınlığının ±10%'nin üzerinde değişmesi kırılma riskini 40-60% artırır. İnce kesitler daha yüksek termal strese maruz kalır ve bu da çatlaklara neden olabilir. Ultrasonik ölçüm, laboratuvarların güvenli olmayan kalınlık değişimine sahip tüpleri tespit etmesine ve bunlardan kaçınmasına yardımcı olur.
Anahtar Veriler | Etki |
|---|---|
Varyasyon > ±10% | 40-60% daha yüksek risk |
Ultrasonik test | Kusurları tespit eder |
Tek tip kalınlık | Kırıkları azaltır |
Hangi uzunluk toleransı fırınlarda doğru numune konumlandırmasını destekler?
500 mm'nin altındaki tüpler için ±1,0 mm uzunluk toleransı, numunenin düzgün yerleştirilmesini sağlar. Doğru tüp uzunluğu tutarlı sıcaklık profillerini korur. Laboratuvarlar kurulumdan önce tüp uzunluğunu doğrulamak için lazer ölçümü kullanır.
Özet Noktalar:
±1,0 mm tolerans doğruluğu destekler.
Lazer ölçümü uzunluğu onaylar.
Tutarlı profiller sonuçları iyileştirir.
Hangi son kat seçenekleri sızdırmazlığı ve boru dayanıklılığını artırır?
Teknisyenler alet ihtiyaçlarına göre alevle parlatılmış, taşlanmış veya ateşle parlatılmış uçları seçerler. Alevle parlatılmış uçlar ufalanmaya karşı dayanıklıdır. Taşlanmış uçlar sızdırmazlık için düz yüzeyler sağlar. Ateşle parlatılmış uçlar pürüzsüzlük ve mukavemeti bir araya getirir.
Bitiş Tipi | Fayda |
|---|---|
Alev cilalı | Yontulmaya karşı dayanıklıdır |
Zemin | Sızdırmazlık için düz |
Ateş cilalı | Pürüzsüz ve güçlü |
Kuvars tüp spesifikasyonları için mevzuata uygunluğu destekleyen belgeler nelerdir?
Laboratuvarlar tüp boyutlarının, denetim sonuçlarının ve parti numaralarının kayıtlarını tutar. Dokümantasyon izlenebilirliği sağlar ve metot validasyonunu destekler. Düzenleyici kurumlar cihaz kalifikasyonu için ayrıntılı kayıtlara ihtiyaç duyar.
Özet Noktalar:
Kayıtlar tüpleri partilere bağlar.
Dokümantasyon doğrulamayı destekler.
Uyumluluk güvenilirlik sağlar.




