
Допуски на размеры закладывают основу качества и производительности лабораторного оборудования для кварцевых трубок. Инженеры видят, что даже небольшие изменения диаметра кварцевой трубки, толщины стенки, длины или прямолинейности могут повлиять на качество вакуумного уплотнения, термостатирования и оптической юстировки. При нарушении допусков лаборатории сталкиваются с дорогостоящими проблемами производительности и снижением надежности оборудования. Высококачественные кварцевые трубки с точными допусками обеспечивают стабильность результатов и помогают лабораториям контролировать расходы. Правильно подобранное лабораторное оборудование для определения допусков размеров кварцевых трубок гарантирует, что каждая интеграция будет соответствовать строгим стандартам качества и производительности.
Основные выводы
Допуски на размеры имеют решающее значение для обеспечения качества и производительности лабораторного оборудования для кварцевых трубок.
Соблюдение допуска на внешний диаметр ±0,2 мм необходимо для надежного вакуумного уплотнения и оптимального сжатия уплотнительного кольца.
Равномерная толщина стенок ±0,1 мм предотвращает появление горячих точек и обеспечивает равномерное распределение тепла в лабораторных печах.
Допуск прямолинейности менее 0,5 мм на 500 мм необходим для точной оптической юстировки и минимизации потерь сигнала.
Инженеры должны использовать статистический анализ допусков для прогнозирования отклонений при сборке и повышения успешности интеграции.
Как допуск ±0,2 мм на наружный диаметр позволяет интегрировать вакуумную герметичную печь?

Допуски на размеры играют решающую роль при интеграции лабораторная кварцевая трубка оборудование с допусками на размеры. Точный допуск ±0,2 мм по внешнему диаметру (OD) обеспечивает идеальную посадку кварцевых трубок в вакуумные герметичные печные системы. Такой уровень контроля обеспечивает надежное уплотнение, стабильную работу и высококачественные результаты в аналитических приборах.
Расчет компрессии уплотнительного кольца: Как ±0,2 мм поддерживают оптимальное сжатие 15-25%
Инженеры используют анализ сжатия уплотнительных колец для определения правильного сжатия вакуумных уплотнений. Если допуск на наружный диаметр кварцевых трубок составляет ±0,2 мм, уплотнительное кольцо сжимается в диапазоне от 15% до 25%, что соответствует стандартам ISO и ASTM для обеспечения целостности вакуума. Этот диапазон предотвращает как недостаточное сжатие, которое может привести к утечкам, так и избыточное сжатие, которое может повредить кварцевые трубки высокой чистоты.
Сжатие уплотнительного кольца напрямую влияет на качество уплотнения и производительность системы. Если допуск на наружный диаметр превышает ±0,5 мм, уплотнительное кольцо может сжиматься слишком сильно, создавая чрезмерное усилие зажима, что чревато разрушением трубки. Если трубка слишком мала, уплотнительное кольцо не обеспечивает должного уплотнения, позволяя воздуху и примесям проникать внутрь и вызывать загрязнение. Испытания показывают, что при соблюдении правильного диапазона сжатия скорость утечки не превышает 10-⁶ стд-куб. см/с, что очень важно для аналитических приложений, требующих высокой точности и надежности результатов.
Ключевые моменты:
Правильное сжатие уплотнительного кольца (15-25%) обеспечивает целостность вакуумного уплотнения
Чрезмерное или недостаточное сжатие приводит к утечкам или повреждению трубки
Точный допуск наружного диаметра обеспечивает стабильную и высококачественную работу
Влияние скорости утечки: ±0,2 мм достигает <10-⁶ против ±0,5 мм, вызывающих 10-⁴ стд-куб.сек.
Анализ скорости утечки подчеркивает важность жестких допусков на размеры. Кварцевые трубки с допуском ±0,2 мм по наружному диаметру постоянно достигают скорости утечки менее 10-⁶ стд-куб. см/сек, что соответствует стандартам качества ISO и ASTM для вакуумных систем. Напротив, в трубках с допуском ±0,5 мм скорость утечки может достигать 10-⁴ стд-куб. см/с, что приводит к загрязнению и снижению производительности системы.
Разница в скорости утечки влияет на целостность контролируемых сред. Высокая скорость утечки приводит к появлению примесей, которые могут нарушить чистоту SiO₂ и загрязнить чувствительные образцы. Надежная герметизация крайне важна для кварцевого стекла, используемого в аналитических приборах, где даже небольшие утечки могут повлиять на результаты и потребовать дорогостоящей доработки.
Допуск (OD) | Скорость утечки (стд-куб./сек) | Влияние качества | Риск производительности |
|---|---|---|---|
±0,2 мм | <10-⁶ | Сертифицированный, надежный | Минимум |
±0,5 мм | 10-⁴ | Ненадежно, не сертифицировано | Высокий (загрязнение) |
В этой таблице показано, как более жесткие допуски приводят к улучшению качества и повышению надежности результатов.
Интеграция вакуумной печи: Контроль зазора для надежности уплотнения
Анализ зазоров обеспечивает надежную посадку кварцевых трубок в отверстиях печи. Допуск ±0,2 мм на наружный диаметр создает постоянный зазор, который обеспечивает правильное сжатие уплотнительного кольца и предотвращает принудительную установку. Этот контроль обеспечивает надежную установку и поддерживает качество вакуумного уплотнения.
Если зазор слишком большой или слишком маленький, повышается риск загрязнения и механических нагрузок. Правильный контроль зазора также помогает поддерживать точность аналитических результатов, предотвращая утечки и обеспечивая работу системы в рамках сертифицированных протоколов. Кварцевые трубки высокой чистоты, соответствующие этим стандартам размеров, обеспечивают долговременную работу и снижают необходимость в повторной обработке.
Краткое описание преимуществ:
Постоянный зазор защищает целостность уплотнения
Правильная посадка уменьшает загрязнение и механические нагрузки
Сертифицированные допуски на размеры обеспечивают надежную и высококачественную работу
Как влияет равномерность толщины стенок ±0,1 мм на распределение теплового градиента?
Равномерность толщины стенок кварцевых трубок играет важную роль в работе лабораторных печей. Постоянная толщина стенок обеспечивает равномерную теплопередачу, что предотвращает появление горячих точек и поддерживает надежную работу. Лаборатории зависят от этого уровня контроля для поддержания качества и точности процессов в аналитических приборах.
Изменение тепловой массы: Как ±0,1 мм предотвращает образование горячих точек (±3°C против ±15°C)
Кварцевые трубки с равномерной толщиной стенок ±0,1 мм равномерно распределяют тепло по всей окружности. Такая равномерность позволяет поддерживать разницу температур в пределах ±3°C, что предотвращает появление горячих точек, которые могут вызвать тепловое напряжение и разрушение трубки. Если толщина стенок отличается более чем на ±0,25 мм, разница температур может достигать ±15°C, что приводит к образованию трещин и сокращению срока службы оборудования.
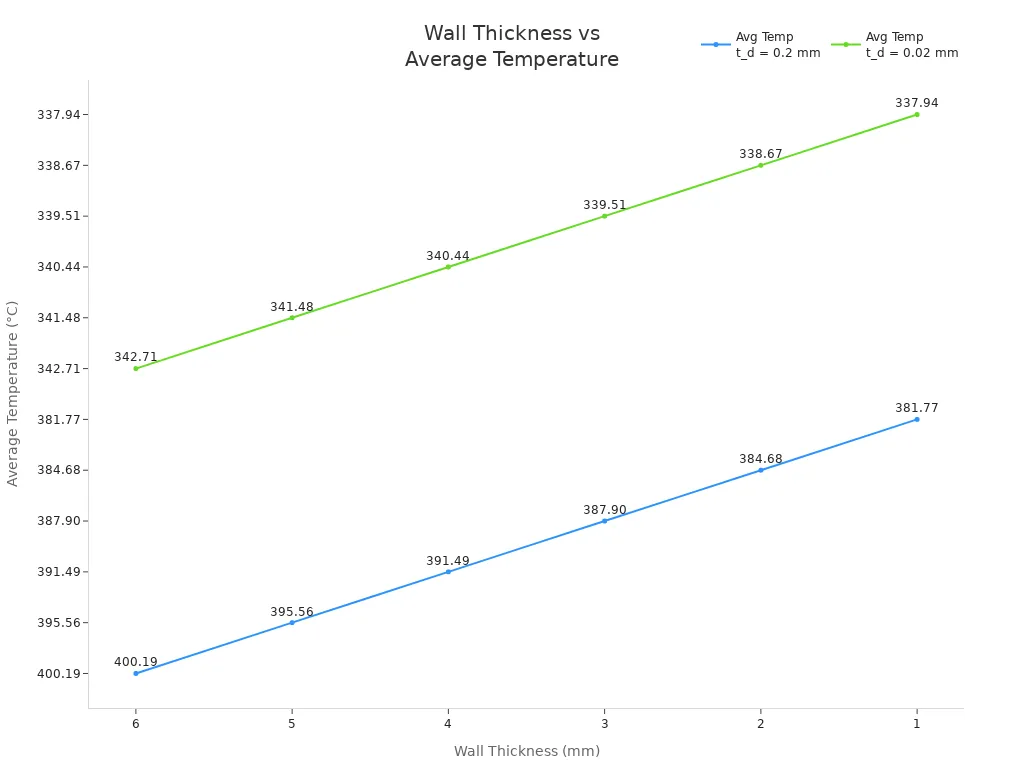
Анализ данных лабораторных печей показывает, что трубы с более жесткими допусками на размеры сохраняют стабильные характеристики. Стандарты ISO и ASTM рекомендуют строго контролировать толщину стенок, чтобы избежать температурных градиентов, превышающих безопасные пределы. В таблице ниже показано, как изменяется средняя температура в зависимости от толщины стенки и однородность:
Толщина стенок (мм) | Средняя температура (°C) при t_d = 0,2 мм | Средняя температура (°C) при t_d = 0,02 мм |
|---|---|---|
6 | 400.19 | 342.71 |
5 | 395.56 | 341.48 |
4 | 391.49 | 340.44 |
3 | 387.90 | 339.51 |
2 | 384.68 | 338.67 |
1 | 381.77 | 337.94 |
Эти данные подчеркивают прямую связь между равномерностью толщины стенок и контролем температуры. Надежность результатов зависит от соблюдения этих жестких допусков.
Равномерность скорости нагрева: Влияние толщины стенки на распределение температуры по окружности
Равномерная толщина стенок кварцевых трубок для аналитических приложений обеспечивает постоянную скорость нагрева по всей трубке. Когда стенка ровная, каждый участок поглощает и отдает тепло с одинаковой скоростью, что способствует постоянству и качеству процесса. Неравномерные стенки приводят к тому, что некоторые участки нагреваются быстрее, создавая температурный дисбаланс и создавая риск загрязнения или потери чистоты SiO₂.
Анализ и испытания подтверждают, что точность размеров толщины стенок приводит к улучшению производительности лабораторного оборудования для определения допусков размеров кварцевых трубок. Стандарты ISO требуют такого уровня контроля для соответствия протоколам сертификации и сохранения целостности результатов анализа. Ниже приводится краткое описание влияния:
Равномерная толщина стенок предотвращает неравномерный нагрев и образование горячих точек
Постоянная скорость нагрева поддерживает качество процесса и снижает загрязнение
Точность размеров обеспечивает надежную работу и сертификацию
Эти факторы показывают, почему лаборатории доверяют сертифицированному кварцевому стеклу с точными допусками для сложных аналитических приборов.
Интеграция многозональных печей: Синхронизированные требования к нагреву для управления процессом
В многозонных печах используются кварцевые трубки с равномерной толщиной стенок для синхронизации нагрева всех зон. Когда каждая зона нагревается с одинаковой скоростью, контроль процесса улучшается, а результаты становятся более воспроизводимыми. Различия в толщине стенок нарушают этот баланс, вызывая отставание или перегрев некоторых зон, что влияет на точность аналитических протоколов.
На графике показано, как средняя температура снижается по мере увеличения толщины стенок, что позволяет лучше контролировать процесс:
Кварцевое стекло с сертифицированными допусками на размеры соответствует стандартам ISO и ASTM для интеграции в многозонные печи. Лаборатории получают надежные, высококачественные результаты и снижают риск загрязнения или попадания примесей, когда используют трубки с доказанной однородностью толщины стенок.
Как влияет допуск по длине ±2 мм на конструкцию зазора теплового расширения?
Допуск длины играет важную роль в интеграции лабораторного оборудования для определения допусков размеров кварцевых трубок. Инженеры полагаются на допуск ±2 мм для поддержания надлежащих зазоров расширения, предотвращения принудительной подгонки и обеспечения точного выравнивания. Такой уровень контроля обеспечивает надежную работу, защищает от загрязнения и поддерживает стандарты качества, необходимые для аналитических приборов.
Расчет зазора при тепловом расширении: Рост 0,54 мм, требующий зазора 2-3 мм
Кварцевые трубки для аналитических приложений расширяются под воздействием высоких температур. Анализ показывает, что кварцевая трубка диаметром 1000 мм увеличивается примерно на 0,54 мм при нагревании с 20 до 1100 °C, исходя из коэффициента теплового расширения (α = 0,5 × 10-⁶ K-¹). Инженеры проектируют монтажный зазор в 2-3 мм для учета этого роста, чтобы трубка не прижималась к торцам печи.
Такой расчет предотвращает механическое напряжение и сохраняет целостность системы. Если зазор слишком мал, расширяющийся кварц может вызвать трещины или смещение, что чревато загрязнением и снижением чистоты SiO₂. Испытания подтверждают, что соблюдение правильного зазора обеспечивает надежную работу и соответствует стандартам ISO и ASTM по качеству и сертификации.
Ключевые моменты:
Зазор 2-3 мм предотвращает напряжение и растрескивание во время нагрева
Правильный допуск обеспечивает целостность и производительность системы
Точный анализ обеспечивает соответствие стандартам ISO и ASTM
Предотвращение напряжения при монтаже: Как ±2 мм устраняют вынужденную посадку (контактное напряжение 30 МПа)
Правильный допуск по длине исключает необходимость принудительной подгонки при установке. Если кварцевые трубки соответствуют спецификации ±2 мм, они плавно помещаются в печь без сжатия или неподдерживаемых пролетов. Анализ показывает, что трубки больших размеров могут создавать на концах контактное напряжение более 30 МПа, что может привести к образованию трещин и раннему разрушению.
Инженеры используют допуски на размеры, чтобы избежать этих рисков и обеспечить надежные результаты. Принудительная подгонка не только повреждает кварцевое стекло, но и увеличивает вероятность попадания примесей в систему. Следуя сертифицированным протоколам и стандартам, лаборатории защищают качество своих аналитических приборов и поддерживают стабильную производительность.
Состояние установки | Контактное напряжение (МПа) | Риск неудачи | Влияние качества |
|---|---|---|---|
Правильное прилегание (±2 мм) | <5 | Низкий | Высокий, сертифицированный |
Принудительная подгонка (+5 мм) | >30 | Высокий | Низкий, загрязнение |
В этой таблице показано, как правильные допуски напрямую влияют на качество и надежность системы.
Выравнивание зоны нагрева: Влияние допуска по длине на точность температурного профиля
Точный допуск по длине обеспечивает совмещение кварцевых трубок с зонами нагрева печи. Когда трубки соответствуют требованию ±2 мм, каждая зона нагрева обеспечивает равномерную температуру, поддерживая точный контроль процесса. Неправильное расположение трубок может привести к неравномерному нагреву, что влияет на точность результатов анализа и может привести к загрязнению.
Анализ и испытания показывают, что правильное выравнивание повышает производительность и качество. Лаборатории, использующие сертифицированное кварцевое стекло с жесткими допусками на размеры, добиваются лучших результатов и снижают риск попадания примесей. Надежное выравнивание также способствует сертификации ISO и помогает поддерживать строгие лабораторные протоколы.
Краткое описание преимуществ:
Точное выравнивание поддерживает точные температурные профили
Равномерный нагрев улучшает качество и результаты процесса
Сертифицированные допуски снижают загрязнение и обеспечивают надежную работу
Как влияет допуск прямолинейности <0,5 мм/500 мм на интеграцию оптической центровки?
Допуск прямолинейности кварцевых трубок играет ключевую роль в оптической юстировке лабораторного оборудования. Поддержание отклонения менее 0,5 мм на 500 мм длины обеспечивает точность и надежность световых путей. Такой уровень контроля обеспечивает получение высококачественных результатов и защищает целостность аналитических приборов.
Отклонение оптического пути: Как при прямолинейности <0,5 мм поддерживается угловая юстировка <0,3°
Кварцевые трубки для аналитических приложений должны сохранять прямолинейность оптического пути во избежание потери сигнала. Если допуск на прямолинейность составляет менее 0,5 мм на 500 мм, угловое отклонение не превышает 0,3°, что соответствует стандартам ISO по оптической юстировке. Такая точность гарантирует, что свет проходит через трубку без значительных изгибов и рассеяния.
Анализ показывает, что даже небольшие отклонения могут привести к ощутимым потерям в передаче. Например, трубка с дугой 1 мм на 500 мм может снизить светопропускную способность на 5-15%, что влияет на точность результатов и может потребовать повторного тестирования. Сертифицированное кварцевое стекло с жесткими допусками на прямолинейность обеспечивает надежную работу спектроскопии и лазерных систем.
Ключевые моменты:
Поддерживает оптическую траекторию в пределах <0,3° для высокой точности
Уменьшает потери сигнала и улучшает качество измерений
Поддерживает сертификацию ISO и надежные аналитические протоколы
Предотвращение механических помех: Изогнутые трубки создают неравномерные зазоры и инфильтрацию воздуха
Изгиб кварцевых трубок может привести к образованию неравномерных зазоров между трубкой и отверстием печи. Такое несоответствие позволяет воздуху проникать внутрь, что повышает риск загрязнения и снижает чистоту SiO₂. Анализ допусков размеров лабораторных кварцевых трубок показывает, что допуск прямолинейности менее 0,5 мм на 500 мм предотвращает эти проблемы.
Испытания подтверждают, что трубки с большим изгибом часто показывают уровень инфильтрации воздуха в 10 раз выше, чем сертифицированные прямые трубки. Это может привести к попаданию примесей и нарушению контролируемой среды, что ведет к недостоверным результатам и отказу в сертификации. Поддержание надлежащей прямолинейности также помогает избежать механических помех, которые могут повредить как трубку, так и оборудование.
Состояние трубки | Скорость инфильтрации воздуха | Риск загрязнения | Влияние качества |
|---|---|---|---|
<0,5 мм/500 мм | Минимум | Низкий | Высокий, сертифицированный |
>1,0 мм/500 мм | Высокий | Высокий | Низкий уровень, повторное тестирование |
В этой таблице показано, как допуск прямолинейности напрямую влияет на риск загрязнения и общее качество.
Распределение нагрузки на опору: Влияние прямолинейности на контактные напряжения и зарождение трещин
Кварцевые трубки с надлежащей прямолинейностью равномерно распределяют свой вес по точкам опоры. Равномерная нагрузка предотвращает высокое контактное напряжение, которое может вызвать трещины при термоциклировании. Анализ допусков на размеры показывает, что прямые трубки снижают риск механических повреждений и продлевают срок службы оборудования.
Когда труба изгибается, большая часть веса ложится на одну или две точки, увеличивая локальное напряжение выше 25 МПа. Такое напряжение может привести к появлению трещин и раннему разрушению, особенно при многократных циклах нагрева и охлаждения. Надежность работы зависит от поддержания прямолинейности в пределах сертифицированных стандартов, что обеспечивает качество и долгосрочные результаты.
Сводная таблица:
Допуск прямолинейности | Контактный стресс | Риск образования трещин | Срок службы оборудования |
|---|---|---|---|
<0,5 мм/500 мм | Низкий | Низкий | Расширенный |
>1,0 мм/500 мм | Высокий | Высокий | Снижение |
Правильный допуск прямолинейности в кварцевом стекле обеспечивает безопасность эксплуатации и точность аналитических приборов.
Как комбинированное суммирование допусков влияет на интеграцию оборудования на уровне системы?
Интеграция оборудования на уровне системы зависит от того, как накапливаются допуски на размеры нескольких компонентов. Инженеры должны понимать, как эти допуски взаимодействуют между собой, чтобы обеспечить соответствие сборки, надежность и качество системы. Тщательный анализ и спецификация помогают предотвратить загрязнение, обеспечить сертификацию и надежную работу лабораторного оборудования с кварцевыми трубками.
Статистический анализ допусков: RSS-метод для расчета многомерного штабеля
Статистический анализ допусков помогает инженерам предсказать, как сочетаются многочисленные допуски на размеры в реальной сборке. Метод Root Sum Square (RSS) рассчитывает вероятную общую вариацию путем рассмотрения распределения каждого допуска, а не простого сложения крайних значений. Такой подход позволяет получить более реалистичную оценку общего отклонения, что способствует принятию более точных решений при проектировании кварцевых трубок для аналитических приложений.
Инженеры используют метод RSS для оценки комбинированного влияния допусков на наружный диаметр, толщину стенки, длину и прямолинейность. Например, если система имеет наружный диаметр ±0,2 мм, стенку ±0,1 мм, длину ±2 мм и прямолинейность 0,5 мм, то расчет RSS составляет √(0,2² + 0,1² + 2² + 0,5²) ≈ 2,1 мм. Это значение прогнозирует эффективную вариацию в собранной системе, помогая поддерживать качество и снижая риск загрязнения или несоосности. Статистический анализ поддерживает стандарты ISO и гарантирует, что компоненты из кварцевого стекла соответствуют протоколам сертификации.
Ключевые моменты:
Анализ RSS предсказывает реалистичную общую вариативность сборок
Помогает поддерживать соответствие и качество системы, предотвращая чрезмерное скопление материала
Поддерживает требования ISO и сертификации для получения надежных результатов
Наихудший случай против статистического суммирования: Последствия проектирования системной очистки
Анализ наихудшего случая и статистический анализ штабеля предлагают разные подходы к прогнозированию потребности в системном зазоре. Анализ наихудшего случая использует максимальные или минимальные значения каждого допуска, гарантируя, что даже самая экстремальная комбинация будет соответствовать. Статистический анализ, такой как RSS, учитывает вероятность вариаций, обеспечивая более практичную оценку для большинства сборок.
Конструкторы часто сравнивают эти методы, чтобы сбалансировать риск и технологичность. Анализ наихудшего случая может привести к увеличению зазоров и повышению стоимости, в то время как статистический анализ позволяет создавать более жесткие и эффективные конструкции. В таблице ниже представлены основные различия между этими двумя подходами и их влияние на интеграцию на уровне системы.
Аспект | Анализ наихудшего случая | Статистический анализ |
|---|---|---|
Подход к допускам | Использует максимальные или минимальные значения для расчета крайних значений зазора или помех. | Оценивает значения на основе вероятности и распределения вариаций, например, RSS или Монте-Карло. |
Фокус | Имеет дело с пределами приемлемости без учета вероятности. | Основное внимание уделяется распределению вариаций и прогнозам фактической сборки на основе размеров деталей. |
Входы | Допуски на конструкцию являются основными исходными данными. | Моменты распределения процесса (например, стандартное отклонение) являются основными исходными данными. |
Это сравнение показывает, что статистический анализ часто приводит к более точным и экономически эффективным проектам систем, в то время как анализ наихудшего случая максимизирует запас прочности, но может увеличить стоимость материалов и производства.
Интеграционный анализ затрат и выгод: Премия за жесткий допуск по сравнению с экономией на переделке
Задание более жестких допусков на размеры увеличивает первоначальные производственные затраты, но может снизить потребность в доработке и повысить общее качество системы. Инженеры должны сопоставить стоимость более жесткого контроля и потенциального брака с экономией за счет уменьшения количества отказов при интеграции и загрязнений. Испытания и полевые данные показывают, что более жесткие допуски часто окупаются в сложных узлах.
Например, кварцевые трубки с допуском ±0,1 мм стоят дороже из-за усиленного контроля и более строгих условий производства. Однако такие трубки снижают риск попадания примесей, повышают чистоту SiO₂ и обеспечивают надежную работу аналитических приборов. В таблице ниже приведены данные о влиянии различных уровней допуска на стоимость:
Толерантность | Влияние на стоимость | Примечания |
|---|---|---|
±0,1 мм | ↑ Стоимость | Увеличение количества проверок и потенциального брака из-за более жестких допусков |
Краткое описание преимуществ:
Более жесткие допуски уменьшают количество переделок и повышают качество системы
Более высокие первоначальные затраты могут привести к долгосрочной экономии
Сертифицированное кварцевое стекло обеспечивает надежные результаты и сертификацию ISO
Тщательный анализ и спецификация допусков на размеры помогают лабораториям добиться высококачественной и надежной интеграции, контролируя расходы и сохраняя целостность системы.
Как инженеры должны указывать допуски на размеры для успешной интеграции оборудования?
Инженеры должны согласовывать допуски на размеры с конкретными потребностями лабораторного оборудования. Тщательный отбор гарантирует, что кварцевые трубки для аналитических приложений обеспечивают надежную работу и стабильные результаты. Правильные методы анализа и проверки помогают предотвратить загрязнение и сохранить высокое качество.
Матрица выбора допусков: Соответствие размерных спецификаций требованиям к интеграции оборудования
Инженеры начинают с определения критических интерфейсов в системе, таких как уплотнительные поверхности, точки опоры и оптические пути. Они выбирают допуски, исходя из требуемых характеристик для каждого приложения. Например, системы с вакуумным уплотнением требуют более жестких допусков на внешний диаметр и толщину стенок для предотвращения утечек и уменьшения количества примесей.
Анализ производственных данных показывает, что кварцевые трубки с допуском ±0,1 мм для двухслойного кварцевого стекла и ±0,15 мм для цилиндрического прозрачного кварцевого стекла лучше всего подходят для высокоточных применений. Испытания на герметичность, как описано в ASTM C657, подтверждают, что эти допуски предотвращают загрязнение и сохраняют чистоту образца. Для подтверждения целостности уплотнения и обеспечения надежной работы производители также используют испытания на перепад давления и утечку гелия.
В следующей таблице приведены рекомендуемые допуски и методы проверки для различных типов кварцевых трубок, что подчеркивает связь между техническими характеристиками и качеством:
Тип кварцевой трубки | Толерантность | Метод проверки | Влияние качества |
|---|---|---|---|
Двухслойное кварцевое стекло | ±0,1 мм | Проверка на утечку/гелий | Высокая, предотвращает загрязнения |
Цилиндрическое прозрачное кварцевое стекло | ±0,15 мм | Испытание на перепад давления | Надежность, снижение уровня шума |
Выбор правильных допусков и методов проверки гарантирует соответствие кварцевых трубок строгим стандартам качества. Такой подход обеспечивает стабильную работу, снижает риск загрязнения и позволяет получать надежные результаты в лабораторных условиях.
Допуски на размеры определяют качество и производительность кварцевых трубок для аналитических приложений. Лаборатории полагаются на точные размеры кварца, чтобы предотвратить загрязнение и обеспечить надежные результаты. Соответствие допусков каждому применению - будь то вакуумное уплотнение, тепловой контроль или оптическая юстировка - защищает от загрязнений и поддерживает стабильное качество. Инженеры могут улучшить результаты, тесно сотрудничая с поставщиками, использующими передовые методы обработки кварца, и следуя лучшим практикам проверки.
Аспект сотрудничества | Описание |
|---|---|
Передовое производство | Алмазное шлифование с ЧПУ для жестких допусков в кварцевом стекле |
Инженерные партнерства | Эксперты оптимизируют подбор кварца и дизайн |
Техническое сотрудничество | Прямая поддержка в разработке и совершенствовании процессов |
Требуйте от поставщиков предоставления отчетов о содержании примесей и гидроксила.
Используйте двойные уплотнительные кольца и гелиевые тесты на герметичность, чтобы уменьшить загрязнение.
Перед проведением экспериментов предварительно прокалите или очистите кислотой кварцевые пробирки.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Почему лаборатории требуют жестких допусков на наружный диаметр кварцевых трубок?
Жесткие допуски на наружные диаметры обеспечивают надлежащее уплотнение в вакуумных системах. Это предотвращает утечки и загрязнение. Надежные уплотнения защищают чувствительные эксперименты и поддерживают производительность оборудования.
Почему равномерность толщины стенок имеет значение для печей?
Равномерная толщина стенок обеспечивает равномерную передачу тепла. Это предотвращает появление горячих точек и снижает тепловое напряжение. Постоянный нагрев улучшает контроль над процессом и продлевает срок службы труб.
Почему прямолинейность важна для оптической юстировки?
Прямые трубки обеспечивают точность оптического пути. Это минимизирует потери сигнала и ошибки измерений. Правильная прямолинейность способствует получению высококачественных результатов в спектроскопии и лазерных системах.
Почему инженеры должны использовать статистический анализ допусков?
Статистический анализ позволяет предсказать реальные отклонения при сборке. Это помогает инженерам разрабатывать зазоры, предотвращающие интерференцию или зазоры. Это снижает количество дорогостоящих переделок и повышает успешность интеграции.
Почему более жесткие допуски увеличивают первоначальную стоимость, но снижают общие расходы?
Более жесткие допуски требуют усовершенствованного производства и контроля. Это повышает первоначальные затраты. Однако меньшее количество отказов при интеграции и меньшее количество переделок позволяют сэкономить деньги с течением времени.




