Schwierig wird es, wenn bei der Herstellung von Hochtemperatur-Quarzglas Präzision ohne Verunreinigungen gefragt ist. Herkömmliche Flammwerkzeuge führen zu Fehlanpassungen, Instabilität oder Verunreinigungen. Folglich wird die Materialkompatibilität kritisch.
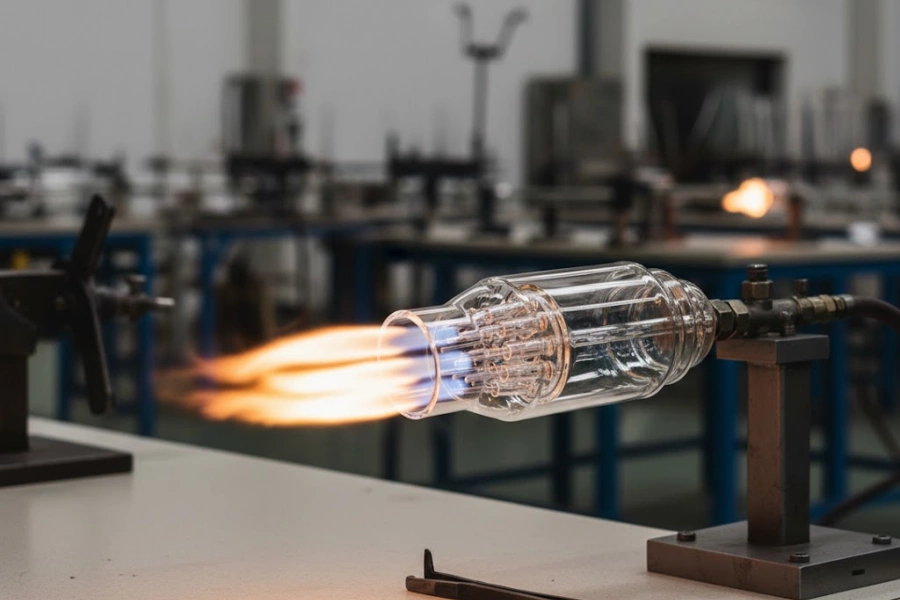
Ein Quarzbrenner ist ein Hochtemperatur-Flammenwerkzeug, das aus hochreinem Quarzglas hergestellt und speziell für die Quarzbearbeitung entwickelt wurde. Er ermöglicht das örtliche Erweichen, Schmelzen, Polieren und Umformen von Quarzkomponenten unter Beibehaltung der chemischen Reinheit und thermischen Kompatibilität.
In der industriellen Glasbearbeitung entscheidet eine genaue thermische Kontrolle darüber, ob Quarzkomponenten strukturelle Integrität erreichen oder spannungsinduzierte Fehler entwickeln. Daher bildet das Verständnis des Werkzeugs, seiner Materialbasis und seiner Betriebsmechanik die Grundlage für zuverlässige Fertigungsergebnisse.

Bevor die Materialwissenschaft und die Flammenmechanik erforscht werden, muss zunächst Klarheit über das Werkzeug selbst geschaffen werden, um die semantische Präzision sowohl für technische Leser als auch für Suchalgorithmen, die auf den Begriff Quarzbrenner abzielen, zu gewährleisten.
Ein Quarzbrenner als Herzstück
Grundsätzlich wird ein Quarzbrenner durch seine Materialidentität und seinen funktionalen Zweck definiert und nicht durch sein äußeres Erscheinungsbild. Darüber hinaus unterscheidet ihn seine Klassifizierung als industrielles Präzisionsflammeninstrument von Laborbrennern oder allgemeinen Heizgeräten. Die Festlegung dieser Definition bildet die Grundlage für die folgende technische Beschreibung.
Die formale Definition eines Quarzbrenners
Ein Quarzbrenner ist ein Hochtemperatur-Flammbearbeitungswerkzeug, das hauptsächlich aus hochreinem Quarzglas (SiO₂ ≥ 99,99%) hergestellt wirdentwickelt für die örtliche Erwärmung und Formung von Quarzkomponenten.
Der Körper und die Düse sind aus Quarzglas gefertigt, um die thermische Kompatibilität mit dem Werkstück zu gewährleisten. Im Betrieb erzeugt sie kontrollierte Flammentemperaturen, die typischerweise zwischen 2.000°C bis 2.800°Cje nach Gaszusammensetzung. Funktionell unterstützt es das Schmelzschweißen, Flammenpolieren, Umformen und Versiegeln von Quarzrohren, -stäben und -gefäßen, ohne metallische Verunreinigungen einzubringen.
Die industrielle Dokumentation klassifiziert solche Geräte durchweg unter Präzisionswerkzeuge für die thermische FertigungDabei wird seine Rolle bei der quarzspezifischen Verarbeitung und nicht bei allgemeinen Verbrennungsaufgaben betont.
Wie sich ein Quarzbrenner von konventionellen Flammenwerkzeugen unterscheidet
Die Materialverträglichkeit ist der wichtigste Unterschied zwischen einem Quarzbrenner und herkömmlichen Flammendüsen aus Metall oder Keramik.
Metallbrenner arbeiten in der Regel unter 1.500°C Dauertoleranzund den Wärmeausdehnungskoeffizienten von nichtrostendem Stahl (etwa 17 × 10-⁶ /°C) übertreffen Quarz um mehr als das 30-fache. Keramikdüsen bieten eine höhere Temperaturbeständigkeit, doch die typischen Ausdehnungskoeffizienten von Aluminiumoxid (~8 × 10-⁶ /°C) führen immer noch zu einem Missverhältnis im Vergleich zu Quarzglas (~0,55 × 10-⁶ /°C). Solche Unterschiede können beim Präzisionsschweißen von Quarzglas zu thermischen Spannungen und Mikrobrüchen führen.
Betriebsumgebungen, die eine Kontrolle von Verunreinigungen erfordern, verstärken die Unterscheidung noch. Metallische Düsen können bei hohen Temperaturen Spuren von Ionen freisetzen, während Quarzglas die chemische Beständigkeit bis zu 1.200°C in oxidierenden Atmosphärenund bewahrt die Reinheitsstandards, die für die Verarbeitung von optischem und Halbleiter-Quarz unerlässlich sind.
Die industrielle Kategorie der Quarzbrenner
In der industriellen Taxonomie gehören Quarzbrenner zur Kategorie der Präzisionswerkzeuge für die flammenbasierte thermische Umformung die in Ketten zur Herstellung von technischem Quarz verwendet werden.
Im Gegensatz zu Labor-Bunsenbrennern, die zu Lehr- oder Analysezwecken eingesetzt werden, werden industrielle Quarzflammenwerkzeuge in Fertigungsanlagen eingesetzt, in denen optische Rohre, Vakuumgefäße, Lampenhüllen und Halbleiterkomponenten hergestellt werden. In der Produktion sind oft Maßtoleranzen unter ±0,2 mmund die Flammenstabilität müssen sich innerhalb von Temperaturschwankungen von weniger als ±3% im Dauerbetrieb.
Die Erfahrung in Werkstätten für hochreine Quarze zeigt, dass selbst geringe Instabilitäten in der Flammengeometrie die Schweißnahtsymmetrie oder die Wanddickenverteilung verändern können. Daher unterstreicht die Einordnung in die industrielle Präzisionswerkzeugherstellung ihre Rolle bei der kontrollierten Fertigung und nicht bei der allgemeinen Erwärmung.
Wesentliche Merkmale eines Quarzbrenners
| Parameter | Typischer Wert oder Bereich |
|---|---|
| SiO₂-Reinheit (%) | ≥ 99.99 |
| Maximale Flammentemperatur (°C) | 2,000-2,800 |
| Wärmeausdehnungskoeffizient (×10-⁶ /°C) | ~0.55 |
| Kontinuierliche Strukturtoleranz (°C) | > 1,200 |
| Fähigkeit zur Maßkontrolle (mm) | ±0.2 |
Die Leistungsfähigkeit des Materials entscheidet letztlich darüber, ob Flammenstabilität, Maßhaltigkeit und Kontaminationsbeständigkeit bei der Quarzbearbeitung aufrechterhalten werden können. Folglich verlagert sich die Aufmerksamkeit von der Identität des Werkzeugs auf die intrinsischen Eigenschaften des Quarzkörpers selbst.
Hochreiner Quarz als Basismaterial
Jedes Leistungsmerkmal eines Quarzbrenners ist auf das thermophysikalische und chemische Verhalten von hochreinem Quarzglas zurückzuführen. Darüber hinaus sind mechanische Stabilität und Flammenpräzision untrennbar mit der Materialzusammensetzung und strukturellen Homogenität verbunden. Ein genaues Verständnis von Quarzglas bildet daher die wissenschaftliche Grundlage für die Bewertung von Haltbarkeit, Wärmetoleranz und Betriebsreinheit.
Die Zusammensetzung und Reinheitsstandards von Quarzglas
Hochreines Quarzglas besteht überwiegend aus Siliziumdioxid, typischerweise SiO₂ ≥ 99,99%mit metallischen Verunreinigungen, die in Teilen pro Million oder weniger gemessen werden.
Zu den industriellen Produktionsmethoden gehört das elektrische Schmelzen von natürlichem Quarzsand bei Temperaturen von über 1,700°Csowie chemische Gasphasenabscheidungsverfahren, mit denen Verunreinigungsgrade unter 10 ppm Gesamtmetallgehalt. Die amorphe Struktur eliminiert kristalline Korngrenzen, wodurch interne Streustellen reduziert und die Homogenität verbessert werden. Die Dichte liegt in der Regel zwischen 2,19-2,21 g/cm³, während der Hydroxylgehalt von 1 ppm bis 1.000 ppm je nach Herstellungsweg.
In Fertigungsumgebungen, in denen Spurenverunreinigungen die optische Übertragung oder die Halbleiterausbeute beeinträchtigen, können sogar 0,01% Verunreinigungsvariation können die Leistungsergebnisse verändern, was die Notwendigkeit von kontrollierten Reinheitsgraden unterstreicht.
Thermische Eigenschaften, die Quarz unersetzlich machen
Die thermische Beständigkeit bestimmt die Eignung von Quarzglas für Umgebungen mit hoher Flammenintensität.
Der Erweichungspunkt von Quarzglas liegt bei etwa 1,665°Cliegt, während der Glühpunkt in der Nähe von 1,140°Cund der Dehnungspunkt um 1,070°C. Noch wichtiger ist, dass der lineare Wärmeausdehnungskoeffizient im Durchschnitt 0,55 × 10-⁶ /°C (20-300°C)zu den niedrigsten unter allen industriellen Glasmaterialien. Die Temperaturwechselbeständigkeit erlaubt Temperaturunterschiede von mehr als 1,000°C ohne katastrophale Brüche, wenn Heiz- und Kühlgradienten richtig gesteuert werden.
Betriebsbeobachtungen in Quarzformungsanlagen zeigen, dass Bauteile, die von Raumtemperatur auf über 1.200°C innerhalb von Sekunden die strukturelle Integrität aufrechtzuerhalten, wenn die Ausdehnungsfehlanpassung minimiert wird. Dieses Verhalten erklärt, warum Quarzglas bei der Herstellung von Werkzeugen mit Flammkontakt unübertroffen bleibt.
Chemische Inertheit und kontaminationsfreie Verarbeitung
Die chemische Stabilität spielt bei der Verarbeitung hochreiner Flammen eine ebenso entscheidende Rolle.
Quarzglas ist beständig gegen die meisten Säuren außer Flusssäure und heißer konzentrierter Phosphorsäure. In oxidierenden Atmosphären unter 1,200°CDie Reaktionsraten bleiben vernachlässigbar, und die Freisetzung von Metallionen nähert sich den analytischen Nachweisgrenzen. Bei neutralen Verbrennungsgasen wie Wasserstoff-Sauerstoff-Gemischen wird keine messbare Kontamination auf benachbarte Quarzwerkstücke übertragen.
Industrielle Fertigungsumgebungen, in denen optische Fasern und Vakuumkomponenten verarbeitet werden, melden Verunreinigungsschwellenwerte unter 1 Teil pro Milliarde für kritische Anwendungen. In solchen Kontexten verhindert inertes Siliziumdioxid die Ionenmigration, die ansonsten die Übertragungseffizienz oder die dielektrische Leistung beeinträchtigen würde.
Optische Transparenz und ihre betriebliche Bedeutung
Die Transparenz im ultravioletten bis infraroten Wellenlängenbereich verbessert die Betriebskontrolle bei Flammarbeiten.
Quarzglas weist eine Transmission auf, die über 90% zwischen 200 nm und 2.000 nm für hochwertiges Material mit minimalen Hydroxylabsorptionsbanden. Durch den durchsichtigen Düsenkörper ist eine visuelle Überwachung der Schnittstelle zwischen Flamme und Werkstück möglich, was eine präzise Ausrichtung und Temperaturbeurteilung ermöglicht. Im Gegensatz zu undurchsichtigen Metallbrennern ermöglicht die optische Transparenz die Echtzeitbeobachtung von lokalisierten viskosen Fließbereichen.
Beim Feinschweißen von Quarzrohren mit Wandstärken unter 1,5 mmDie direkte visuelle Rückmeldung unterstützt eine gleichmäßige Nahtbildung und reduziert geometrische Verzerrungen. Optische Klarheit trägt daher nicht nur zur Ästhetik, sondern auch zur messbaren Prozessgenauigkeit bei.
Materialeigenschaften, die die Leistung von Quarzbrennern bestimmen
| Eigentum | Typischer Wert oder Bereich |
|---|---|
| SiO₂-Reinheit (%) | ≥ 99.99 |
| Dichte (g/cm³) | 2.19-2.21 |
| Erweichungspunkt (°C) | ~1,665 |
| Wärmeausdehnung (×10-⁶ /°C) | ~0.55 |
| Temperaturschockbeständigkeit (°C Differenz) | > 1,000 |
| UV-IR-Durchlässigkeit (%) | > 90 (200-2.000 nm) |
Die Materialwissenschaft zeigt, warum Quarzglas nicht nur als strukturelles Medium dient, sondern auch als Plattform für die Hochtemperatur-Präzisionsflammenverarbeitung.

Nachdem die Materialbasis durch thermophysikalische und chemische Analysen geklärt ist, wird die strukturelle Konfiguration nun zum entscheidenden Faktor für das Verhalten des Materials bei verbrennungsbedingten Wärmebelastungen.
Strukturelle Anatomie eines Quarzbrenners
Die mechanische Geometrie bestimmt, wie die Wärmeenergie während des Betriebs geformt, gelenkt und stabilisiert wird. Obwohl Quarzglas von Haus aus hitze- und verunreinigungsbeständig ist, hängt die funktionelle Leistung gleichermaßen von der Gestaltung der inneren Kanäle, der Düsengeometrie und den Größenverhältnissen ab. Die Strukturanalyse bildet daher eine Brücke zwischen Materialfähigkeit und Verbrennungsverhalten.
Die Quarzdüse - Präzision am Flammenaustritt
Die Düse ist der letzte Kontrollpunkt der Flammenbildung, der die Temperaturverteilung und die Wärmestromdichte direkt beeinflusst.
Einlochdüsen haben in der Regel einen Durchmesser zwischen 0,8 mm und 2,5 mmDadurch werden konzentrierte Punktflammen erzeugt, die sich für eine örtlich begrenzte Verschmelzung eignen. Konstruktionen mit mehreren Öffnungen können folgende Elemente enthalten 3-12 Mikro-Blenden, jeweils unten 1,2 mmdie eine lineare oder planare Flammenverteilung erzeugen. Die Wanddicke im Austrittsbereich liegt in der Regel im Bereich von 1,5 mm bis 3,0 mmund die Balance zwischen thermischer Ausdauer und Gewichtskontrolle.
In Produktionsumgebungen, in denen Quarzrohre aus 10-60 mm AußendurchmesserVariationen des Düsendurchmessers bis zu einer Größe von 0,2 mm kann die Flammensymmetrie verändern und die Gleichmäßigkeit der Schweißnaht beeinträchtigen. Die Präzision am Flammenaustritt steht daher in direktem Zusammenhang mit der Maßkontrolle beim Quarzformen.
Gasversorgungskanäle und Mischkammerdesign
Die interne Gasführung bestimmt den Wirkungsgrad der Verbrennung und die Stabilität der Flammentemperatur.
Wasserstoff-Sauerstoff-Systeme arbeiten im Allgemeinen bei Drücken zwischen 0,05-0,3 MPawährend Erdgas-Sauerstoff-Kombinationen unter Umständen 0,1-0,4 MPa um eine gleichmäßige Flamme zu erhalten. Vorgemischte Kammern verbessern die Gleichmäßigkeit der Verbrennung und können Flammentemperaturen erreichen, die sich 2,800°Cwährend externe Mischkonfigurationen eine sicherere Kontrolle für Anwendungen mit geringerer Intensität um 2,000°C. Der Kanaldurchmesser im Brennerkörper beträgt in der Regel 2-6 mmdie einen ausreichenden Volumenstrom gewährleisten, ohne dass es zu Turbulenzen1.
Die Erfahrung in der Fertigung zeigt, dass selbst geringe Asymmetrien in der Kanalausrichtung in der Größenordnung von 0,1 mm Exzentrizität-können ungleichmäßige Flammenkegel erzeugen. Folglich trägt die Präzision des internen Durchgangs messbar zur thermischen Wiederholbarkeit bei industriellen Zyklen bei.
Varianten der Düsengeometrie und ihre Verarbeitungsziele
Geometrische Vielfalt ermöglicht die Anpassung an spezifische Fertigungsaufgaben.
Kreisförmige Einlochdüsen bündeln die Wärmeenergie zum Punktschweißen oder Tip-Off-Versiegeln. Lineare Mehrlochdüsen verteilen die Wärme über Längen von bis zu 50 mmund ermöglichen ein gleichmäßiges Polieren von zylindrischen Oberflächen. Ringförmige oder ringförmige Konfigurationen erzeugen umlaufende Heizzonen für Rohraufweitungen oder Durchmesserkorrekturen.
Aus den Aufzeichnungen geht hervor, dass die Länge der Flamme variieren kann von 10 mm bis 80 mm abhängig von der Anordnung der Öffnungen und dem Gasdurchsatz. Ausrichtungswinkel in Bezug auf das Werkstück, oft eingehalten zwischen 30° und 60°beeinflusst auch die Wärmeverteilung. Die strukturelle Geometrie bestimmt daher die Anwendungsspezifität von Quarzflammenverarbeitungssystemen.
Strukturelle Parameter eines Quarzbrenners
| Strukturelle Parameter | Typischer Bereich oder Wert |
|---|---|
| Düsendurchmesser (mm) | 0.8-2.5 |
| Anzahl der Öffnungen | 3-12 |
| Wanddicke an der Spitze (mm) | 1.5-3.0 |
| Durchmesser des Gaskanals (mm) | 2-6 |
| Betriebsgasdruck (MPa) | 0.05-0.4 |
| Flamme Länge (mm) | 10-80 |
Die strukturelle Anatomie wandelt die Materialeigenschaften in ein kontrolliertes Flammenverhalten um und schafft so den mechanischen Rahmen, durch den die Hochtemperaturverarbeitung von Quarz technisch machbar wird.

Sobald die strukturelle Geometrie festlegt, wie Gase gelenkt und stabilisiert werden, richtet sich die Aufmerksamkeit auf die thermodynamische Sequenz, die eine kontrollierte Verbrennung in eine lokalisierte viskose Verformung des Siliziums umwandelt.
Das Arbeitsprinzip des Quarzbrennerbetriebs
Die betriebliche Effizienz ergibt sich aus der Wechselwirkung zwischen Verbrennungschemie, Wärmeübertragungsdynamik und dem temperaturabhängigen Verhalten von amorphem Siliziumdioxid. Darüber hinaus bestimmen die Flammenstruktur und die Nähe zum Werkstück, wie die Energie mit räumlicher Präzision zugeführt wird. Die Untersuchung des Verbrennungsprozesses und der anschließenden Materialreaktion verdeutlicht, wie kontrollierte Wärme starren Quarz in einen formbaren Zustand verwandelt.
Verbrennungsgase und der von ihnen erzeugte Temperaturbereich
Die Flammentemperatur wird in erster Linie durch die Brennstoff-Oxidationsmittel-Zusammensetzung und das stöchiometrische Gleichgewicht bestimmt.
Wasserstoff-Sauerstoff-Gemische können theoretisch adiabatische Flammentemperaturen von bis zu 2,800°C, während Methan-Sauerstoff-Systeme in der Regel etwa 2,000-2,200°C unter optimalen Mischbedingungen. Luft-Kraftstoff-Systeme hingegen bleiben oft unter 1,900°Cwas ihre Eignung für hochreine Quarzschmelzen einschränkt. Die Stabilität des Gasflusses innerhalb einer Schwankungsbreite von ±2% gewährleistet die Symmetrie der Flamme und verhindert Oszillationen bei Dauerbetrieb.
Industrielle Flammenkalibrierverfahren bestätigen häufig, dass Abweichungen von mehr als 50°C in der Spitzentemperatur kann sich auf die Konsistenz des Schmelzvorgangs in den folgenden Quarzabschnitten auswirken 2 mm Dicke. Die Wahl der Gaskombination entscheidet also darüber, ob die Energieausbeute ausreichend ist, um die 1.665°C Erweichungsschwelle von Quarzglas unter Beibehaltung der Sicherheitsmargen.
Der Erweichungsmechanismus von Quarz unter lokaler Wärmeeinwirkung
Im Gegensatz zu kristallinen Metallen, die einen diskreten Schmelzpunkt aufweisen, geht amorphes Siliziumdioxid allmählich in einen zähflüssigen Zustand über.
Wenn die örtliche Temperatur über ca. 1,600°C, Viskosität2 sinkt von etwa 10¹³ Pa-s im Glühbereich auf unter 10⁷ Pa-s in der Nähe des Erweichungsbereichs. Innerhalb dieses Intervalls wird Quarz verformbar, ohne sich vollständig zu verflüssigen, was kontrolliertes Schweißen oder Umformen ermöglicht. Die umliegenden Regionen bleiben unterhalb der Dehnungstemperatur (~1,070°C), wobei die Formstabilität aufgrund des niedrigen Ausdehnungskoeffizienten von 0.55 × 10-⁶ /°C.
Aus den Herstellungsunterlagen geht hervor, dass die Erhitzungsdauer von 3-10 Sekunden reichen oft aus, um das Schmelzen bei dünnwandigen Rohren einzuleiten. Die allmähliche Abkühlung durch die Glühzone reduziert die Eigenspannungsakkumulation und minimiert die Mikrorissbildung.
Wärmeübertragungsmodi bei der Quarzflammenverarbeitung
Die Energieübertragung während des Flammenbetriebs erfolgt durch eine Kombination aus Konvektion und Wärmestrahlung.
Die konvektive Wärmeübertragung dominiert bei geringen Düsenabständen von 5-20 mmwo die Verbrennungsgase mit hoher Geschwindigkeit direkt mit der Oberfläche des Werkstücks in Berührung kommen. Der Strahlungstransfer wird bei höheren Flammentemperaturen über 2,200°Cwas zu einer tieferen thermischen Durchdringung beiträgt. Einstellung des Flammenwinkels zwischen 30° und 60° beeinflusst die Verteilung des Wärmestroms an der Oberfläche und kann die effektive Heizfläche um mehr als 15%.
Beim Präzisionsschweißen von Rohren hat sich gezeigt, dass die Einhaltung eines konstanten Abstands von ±1 mm die Geometrie der Schweißraupe stabilisiert. Die kontrollierte Beeinflussung dieser Wärmeübertragungsparameter unterstützt die wiederholbare Maßgenauigkeit bei der Quarzherstellung.
Thermodynamische Parameter im Quarzbrennerbetrieb
| Betriebliche Parameter | Typischer Bereich oder Wert |
|---|---|
| Wasserstoff-Sauerstoff-Flammentemperatur (°C) | Bis zu 2.800 |
| Methan-Sauerstoff-Flammentemperatur (°C) | 2,000-2,200 |
| Quarzerweichungstemperatur (°C) | ~1,665 |
| Viskosität bei Erweichung (Pa-s) | ~10⁷ |
| Empfohlener Düsenabstand (mm) | 5-20 |
| Typische Heizdauer (s) | 3-10 |
Durch koordinierte Verbrennungssteuerung, Viskositätsreduzierung und gesteuerte Wärmeübertragung wandelt das Funktionsprinzip chemische Energie in präzise begrenzte thermische Verformung von Quarzglas um.
Mit der Klärung der thermodynamischen Mechanismen wird die funktionelle Relevanz durch reale Fertigungsszenarien deutlich, in denen die kontrollierte Flammeninteraktion Quarzkomponenten unter messbaren thermischen Einschränkungen umformt, zusammenfügt und veredelt.
Hauptanwendungen von Quarzbrennern in der Fertigung
Die industrielle Quarzverarbeitung ist auf eine wiederholbare Wärmezufuhr angewiesen, die in der Lage ist, die Erweichungsschwellen zu überschreiten, ohne strukturelle Defekte zu verursachen. Darüber hinaus müssen die Maßgenauigkeit und die chemische Reinheit während jedes Arbeitszyklus erhalten bleiben. Die Untersuchung auf Anwendungsebene veranschaulicht daher, wie Quarzbrenner die Verbrennungsphysik in kontrollierte Fertigungsergebnisse umsetzen.
Schmelzschweißen von Quarzrohren und -stäben
Das Schmelzschweißen ist eine der grundlegendsten Anwendungen bei der Herstellung von Quarzkomponenten.
In der Praxis werden zwei Quarzabschnitte mit einer Axialtoleranz ausgerichtet, die normalerweise unter ±0,15 mmund erhitzt, bis die Grenzflächentemperaturen über 1,650°Cund ermöglicht eine viskose Fließverbindung. Gleichmäßige Rotationsgeschwindigkeiten zwischen 30-90 U/min helfen, die Wärme beim Schweißen der Rohre symmetrisch zu verteilen. Kontrolliertes Abkühlen durch den Glühbereich bei 1,140°C reduziert interne Spannungsgradienten, die andernfalls die sicheren Zuggrenzen von etwa 50 MPa.
Produktionsprotokolle aus Werkstätten für hochreines Glas zeigen, dass sich die Integrität der Schweißnähte erheblich verbessert, wenn die Flammentemperaturstabilität innerhalb der folgenden Grenzen bleibt ±2%was die Notwendigkeit einer präzisen Verbrennungskontrolle unterstreicht.
Flammpolieren für optische und Oberflächenqualität
Das Flammpolieren verbessert die Oberflächenglätte ohne mechanischen Abrieb.
Schnelle thermische Belastung bei Temperaturen über 1,700°C verursacht Unebenheiten an der Oberfläche 10 µm Höhe zum Reflow durch viskoses Nivellieren. Die Flammensweep-Geschwindigkeiten liegen üblicherweise im Bereich von 5-20 mm/sDadurch wird eine übermäßige Erwärmung der Masse verhindert, während die Oberflächenerweichung erhalten bleibt. Die resultierenden Werte für die Oberflächenrauheit (Ra) können sich von 0,8 µm bis unter 0,1 µm, die für transparente Quarzbaugruppen geeignete optische Oberflächen erzielen.
Produktionsumgebungen, in denen Labor- oder optische Gefäße hergestellt werden, berichten über messbare Steigerungen der Lichtdurchlässigkeit, die oft über die 3-5% Verbesserung-nach kontrollierten Flammenpoliervorgängen.
Lokalisierte thermische Umformung von Quarzkomponenten
Die gezielte Umformung ermöglicht geometrische Veränderungen, ohne ganze Strukturen zu beeinträchtigen.
Biegevorgänge umfassen in der Regel lokalisierte Heizzonen von etwa 10-25 mm Längemit begrenzten Temperaturgradienten, um globale Verformungen zu vermeiden. Expansions- oder Konstriktionsprozesse stützen sich auf interne oder externe Hilfsmittel und halten die Oberflächentemperaturen über 1,650°C nur in bestimmten Regionen. Kontrollierte Rotation bei Geschwindigkeiten nahe 20-60 U/min unterstützt eine gleichmäßige Wandverteilung während der Umformung.
Die Fertigungsprotokolle vor Ort zeigen, dass die Einhaltung der Heizdauer innerhalb 5-15 Sekunden pro Segment reduziert das Ovalisierungsrisiko und bewahrt die Konzentrizität innerhalb der ±0,3 mmje nach Rohrdurchmesser.
Versiegeln und Abkippen in Quarzgefäßen
Versiegelungsverfahren schließen Vakuum- oder Containment-Systeme in Quarzgefäßen ab.
Die Endsegmente werden erhitzt, bis die Erweichung das Zusammenfallen und Schließen ermöglicht, oft innerhalb von Temperaturbereichen von 1,700-1,900°C. Eine gleichmäßige Erwärmung in Umfangsrichtung ist erforderlich, um eine asymmetrische Kontraktion zu verhindern, die zu Mikrorissen führen könnte. Bei Hochvakuumkomponenten kann die Dichtungsintegrität bis zu Leckraten unter 10-⁹ mbar-L/sund erfordern ein präzises Wärmemanagement während des Verschlusses.
Betriebsdaten von Lampen- und Vakuumröhrenproduktionslinien zeigen, dass Flammengleichförmigkeitsabweichungen größer als 3% kann zu einer ungleichmäßigen Wandausdünnung führen, was die Notwendigkeit einer stabilen Geometrie und eines gleichmäßigen Wärmestroms unterstreicht.
Anwendungsparameter in der Quarzherstellung
| Bewerbungsprozess | Temperaturbereich (°C) | Typische Dauer (s) | Abmessungskontrolle (mm) |
|---|---|---|---|
| Schmelzschweißen | 1,650-1,800 | 3-10 | ±0.15 |
| Flammpolieren | 1,700-1,900 | Kontinuierlicher Suchlauf | Ra < 0,1 µm |
| Thermische Umformung | >1.650 (lokalisiert) | 5-15 pro Segment | ±0.3 |
| Versiegelung / Tip-Off | 1,700-1,900 | 4-12 | Leckrate < 10-⁹ mbar-L/s |
Der anwendungsspezifische Einsatz zeigt, wie Quarzbrenner eine kontrollierte Verbrennung in wiederholbare Herstellungsprozesse umwandeln, die strukturelle Integrität bewahren und gleichzeitig eine präzise thermische Umwandlung ermöglichen.

Dort, wo Fertigungsanwendungen die Praxistauglichkeit demonstrieren, führt die Leistungsbewertung Materialwissenschaft, strukturelle Präzision und Verbrennungsstabilität zu messbaren betrieblichen Vorteilen zusammen.
Leistungsvorteile, die einem Quarzbrenner eigen sind
Die inhärente Leistung ergibt sich aus der Synergie zwischen geringer Wärmeausdehnung, chemischer Inertheit und geometrischer Stabilität bei anhaltender Wärmeeinwirkung. Darüber hinaus bestimmt die Beständigkeit im zyklischen industriellen Einsatz die langfristige Zuverlässigkeit über einzelne Fertigungsereignisse hinaus. Eine quantitative Analyse verdeutlicht daher, warum Flammwerkzeuge auf Quarzbasis ihre Funktionsfähigkeit beibehalten, wo andere Materialien nachlassen.
Thermoschockbeständigkeit unter zyklischen Erwärmungsbedingungen
Wiederholte Heiz- und Kühlzyklen erzwingen schnelle Temperaturgradienten3 die in herkömmlichen Werkstoffen zu Spannungsbrüchen führen können.
Quarzglas hat einen Wärmeausdehnungskoeffizienten von etwa 0.55 × 10-⁶ /°Cdeutlich niedriger als Aluminiumoxid (~8 × 10-⁶ /°C) oder Edelstahl (~17 × 10-⁶ /°C). Infolgedessen können Temperaturunterschiede von mehr als 1,000°C kann toleriert werden, wenn Heizung und Kühlung innerhalb der Betriebsparameter gesteuert werden. Dehnungspunktwerte nahe 1,070°C ermöglichen bei richtiger Handhabung eine sichere Passage durch Kühlzonen ohne strukturelle Verformung.
Industrielle Zyklustests haben gezeigt, dass aus hochreinem Siliziumdioxid hergestellte Flammwerkzeuge mehr als 500 schnelle Heizzyklen von Umgebungstemperatur auf über 1,200°C ohne Rissbildung, vorausgesetzt, die Abkühlung erfolgt allmählich über den gesamten Glühbereich.
Dimensionsstabilität bei anhaltend hohen Temperaturen
Die Maßhaltigkeit gewährleistet eine wiederholbare Flammengeometrie und eine vorhersehbare Wärmeabgabe.
Bei Dauerbetriebstemperaturen über 1,000°CIm Vergleich zu vielen anderen keramischen Werkstoffen behält Quarzglas seine strukturelle Steifigkeit bei, wobei das Kriechen vernachlässigbar ist. Viskosität bei 1,200°C bleibt oben 10¹¹ Pa-sDadurch wird eine Verformung der Düsenöffnungen bei längerem Betrieb verhindert. Folglich bleibt die Variation des Flammenaustrittsdurchmessers in der Regel innerhalb ±0,05 mm über längere Heizintervalle hinweg.
Beobachtungen in Produktionswerkstätten bestätigen, dass eine stabile Düsengeometrie direkt zur Symmetrie der Schweißnaht und zur Gleichmäßigkeit des Polierens beiträgt, insbesondere bei Operationen, die über 30 Minuten lang anhaltende Wärme.
Beständigkeit gegen korrosive Atmosphären während des Betriebs
Betriebsumgebungen können reaktive Gase oder Nebenprodukte enthalten, die alternative Materialien abbauen.
Quarzglas weist eine hohe Beständigkeit gegenüber oxidierenden Atmosphären und sauren Dämpfen wie Chlorwasserstoff bei Temperaturen unter 1,200°C. Die Reaktionsraten in solchen Umgebungen sind minimal, und der Massenverlust an der Oberfläche liegt in der Regel unter 0,01% über längere Expositionszeiträume wenn keine Flusssäure vorhanden ist. Im Gegensatz zu Metalldüsen setzen Siliziumdioxidstrukturen bei der Verbrennung bei hohen Temperaturen keine kontaminierenden Ionen frei.
Anlagen, die mit chlorhaltigen Prozessen arbeiten, berichten, dass Flammenkomponenten auf Siliziumdioxidbasis ihre strukturelle Integrität über einen längeren Zeitraum beibehalten. monatelanger DauerbetriebDadurch werden die Wartungshäufigkeit und das Kontaminationsrisiko verringert.
Leistungsmetriken im Zusammenhang mit der Zuverlässigkeit von Quarzbrennern
| Leistungsparameter | Typischer Wert oder Bereich |
|---|---|
| Wärmeausdehnung (×10-⁶ /°C) | ~0.55 |
| Temperaturschocktoleranz (°C Differenz) | > 1,000 |
| Dehnungspunkt (°C) | ~1,070 |
| Viskosität bei 1.200°C (Pa-s) | > 10¹¹ |
| Düse Dimensionsstabilität (mm) | ±0.05 |
| Massenverlust der Oberfläche in oxidierender Atmosphäre (%) | < 0.01 |
Intrinsische Eigenschaften führen daher zu messbarer Ausdauer, Maßgenauigkeit und Umweltbeständigkeit bei anhaltenden industriellen Beflammungsvorgängen.
In dem Maße, in dem Leistungsmerkmale messbar werden, entwickelt sich die technische Evaluierung zu einem Rahmenwerk für Spezifikationen, auf das sich Ingenieure bei der Bewertung von Geräten und der Integrationsplanung beziehen.
Technische Parameter, die Quarzbrenner charakterisieren Spezifikationen
Der technische Vergleich von Quarzflammgeräten beruht auf quantifizierbaren Parametern und nicht auf beschreibenden Angaben. Darüber hinaus liefern die Abmessungen und thermischen Werte die für die Analyse der Systemkompatibilität erforderliche Referenzsprache. Die Klarheit der Spezifikationen unterstützt daher eine fundierte Bewertung in Präzisionsfertigungsumgebungen.
-
Düse Öffnungsdurchmesser
Der Öffnungsdurchmesser liegt üblicherweise im Bereich von 0,8 mm bis 3,0 mmund beeinflusst direkt die Flammenkonzentration und die Wärmestromdichte. Kleinere Durchmesser erzeugen örtlich begrenzte Punktflammen, die sich für Feinschweißungen eignen, während größere Durchmesser die Energie über breitere Bereiche verteilen. Variationen, die größer sind als 0,1 mm kann die Flammengeometrie und die Oberflächenerwärmungsmuster messbar beeinflussen. Folglich wird die Blendentoleranz zu einem wichtigen Auswahlfaktor. -
SiO₂ Reinheitsgrad
Hochwertiges Quarzglas bewahrt in der Regel ≥99.99% SiO₂-Gehaltmit metallischen Verunreinigungen, gemessen unter 10 ppm in Präzisionsqualitäten. Ein hoher Reinheitsgrad verringert das Kontaminationsrisiko bei der Verarbeitung von optischen oder Halbleiterkomponenten. Selbst inkrementelle Verunreinigungsverschiebungen von 0.01% kann die thermische Stabilität oder die optische Klarheit bei extremen Temperaturen beeinträchtigen. Die Reinheitszertifizierung dient daher als grundlegender Spezifikationsparameter. -
Maximale kontinuierliche Betriebstemperatur
Kontinuierliche strukturelle Toleranz übersteigt im Allgemeinen 1,200°Cwährend die Exposition gegenüber Flammen Temperaturen von bis zu 2,800°C an der Verbrennungsschnittstelle. Anhaltendes Erhitzen über die Belastungstemperatur (~1,070°C) erfordert kontrollierte Kühlungsübergänge. In den technischen Unterlagen werden häufig Betriebssicherheitsspannen von 10-15% unter den theoretischen Grenzwerten um eine langfristige Verschlechterung zu verhindern. Die thermische Einstufung ist somit ein Indikator für die Systemkompatibilität. -
Wanddicke und strukturelle Abmessungen
Die Wandstärke der Düsen variiert in der Regel zwischen 1,5 mm und 3,5 mmund sorgt für ein Gleichgewicht zwischen Haltbarkeit und thermischer Reaktionszeit. Dickere Abschnitte erhöhen die strukturelle Steifigkeit, können aber die Wärmeableitung etwas verzögern. Die Präzision der Abmessungen liegt oft innerhalb ±0,2 mmund unterstützt die wiederholbare Integration in Gasversorgungsanlagen. Die mechanische Proportion trägt somit direkt zur Haltbarkeit und Ausrichtungsstabilität bei. -
Kompatible Gasarten und Druckbereich
Wasserstoff-Sauerstoff- und Methan-Sauerstoff-Systeme dominieren in industriellen Anwendungen und arbeiten in Druckbereichen von 0,05-0,4 MPa. Eine gleichmäßige Strömung innerhalb von ±2% verbessert die Flammensymmetrie und die Temperaturkonstanz. Die Druckkompatibilität gewährleistet eine stabile Verbrennung ohne interne Turbulenzen. Die Ausrichtung des Gassystems vervollständigt somit das Anforderungsprofil.
Zusammen bilden diese Parameter einen messbaren Rahmen, durch den Quarzbrennerentwürfe verglichen, validiert und mit den Anforderungen an die Präzisionsfertigung abgeglichen werden können.

Während die technischen Daten die strukturelle und thermische Kapazität definieren, hängt die dauerhafte Betriebsleistung gleichermaßen von der Umweltdisziplin und den kontrollierten Prozessbedingungen ab.
Betriebsbedingungen für dauerhafte Quarzbrennerleistung
Stabile Flammengeometrie und strukturelle Langlebigkeit sind eng mit externen Betriebsvariablen verbunden. Darüber hinaus beeinflussen die Umgebungstemperatur, die Stabilität der Gaszufuhr und die thermische Wechselbelastung, ob sich intrinsische Materialvorteile in einer längeren Lebensdauer niederschlagen. Die Betriebsbedingungen bestimmen daher die reale Lebensdauer in Hochtemperaturumgebungen der Quarzherstellung.
-
Gasdruckstabilität
Wasserstoff-Sauerstoff-Systeme arbeiten in der Regel innerhalb 0,05-0,30 MPawährend sich Methan-Sauerstoff-Kombinationen bis zu 0,40 MPa je nach Anforderung an die Flammenintensität. Druckschwankungen größer als ±3% können die Flammensymmetrie stören und die örtliche Temperaturverteilung verändern. Anhaltende Abweichungen können zu ungleichmäßigen Heizzonen führen, die die Schweißnahtgeometrie beeinträchtigen. Die Aufrechterhaltung eines geregelten Drucks unterstützt daher ein gleichmäßiges Verbrennungsverhalten. -
Umgebungs-Temperatur
Werkstätten, die zwischen 18°C und 28°C stabile Ausgangsbedingungen für vorhersehbare thermische Gradienten bieten. Plötzliche Schwankungen der Umgebungsbedingungen, die ±10°C kann die Abkühlungsgeschwindigkeit nach einer Hochtemperaturbelastung beeinflussen. Eine kontrollierte Umgebungsstabilität verringert den Aufbau von Eigenspannungen bei wiederholten Heizzyklen. Das thermische Gleichgewicht innerhalb des Arbeitsraums verbessert somit die Maßhaltigkeit. -
Kontrollierte Abkühlungsintervalle
Nach der Einwirkung von Temperaturen über 1,600°Callmähliche Abkühlung durch die Glühzone bei 1,140°C minimiert die inneren Spannungen. Schnelles Abschrecken bei Temperaturunterschieden von mehr als 800-1,000°C erhöht die Wahrscheinlichkeit eines Bruchs. Abkühlungsdauern von 2-5 Minuten bei dünnwandigen Bauteilen oft die strukturelle Integrität bei sich wiederholenden Vorgängen. Ein kontrollierter thermischer Abstieg schützt daher die langfristige strukturelle Stabilität. -
Abstandsregelung zwischen Düse und Werkstück
Optimale Abstände liegen in der Regel im Bereich von 5-20 mmin Abhängigkeit von der Flammentemperatur und der Bauteildicke. Variationen über ±1 mm kann die Verteilung des konvektiven Wärmestroms erheblich verändern. Eine präzise Ausrichtung verhindert die Überhitzung angrenzender Bereiche und verringert das Risiko von Verformungen. Die räumliche Kontrolle ergänzt daher die Verbrennungsstabilität bei der Präzisionsbearbeitung. -
Einschaltdauer und Betriebsdauer
Kontinuierliche Flammeneinwirkung von mehr als 30-45 Minuten können intermittierende Kühlintervalle erforderlich sein, um die Integrität der Düse zu erhalten. Längerer Betrieb mit hoher Intensität über 2,500°C erhöht die Konzentration der thermischen Belastung an der Austrittsöffnung. Geplante Ruhezeiten reduzieren die kumulative Belastung innerhalb des Quarzkörpers. Strukturierte Arbeitszyklen tragen daher zu einer verlängerten Lebensdauer bei.
Die dauerhafte Leistung von Quarzbrennern ist das Ergebnis einer koordinierten Kontrolle der Verbrennungsparameter, der Umweltstabilität und eines disziplinierten Wärmemanagements, das die Präzision über wiederholte industrielle Zyklen hinweg bewahrt.
Schlussfolgerung
Ein Quarzbrenner vereint hochreines Quarzglas, präzise Strukturgeometrie und kontrollierte Verbrennungsdynamik zu einem Spezialwerkzeug für die Herstellung von Hochtemperatur-Quarz. Materialeigenschaften wie geringe thermische Ausdehnung und chemische Inertheit unterstützen die Haltbarkeit, während die strukturelle Präzision das Flammenverhalten beeinflusst. Durch kalibrierte Betriebsbedingungen und definierte Spezifikationsparameter werden konsistente Schweiß-, Polier-, Umform- und Versiegelungsvorgänge in anspruchsvollen industriellen Umgebungen technisch realisierbar.
FAQ
Welche Temperatur erreicht ein Quarzbrenner normalerweise?
Wasserstoff-Sauerstoff-Systeme können Flammentemperaturen von bis zu 2,800°C, während Methan-Sauerstoff-Kombinationen in der Regel zwischen 2,000-2,200°C. Die tatsächliche Arbeitstemperatur hängt vom Gasmischungsverhältnis und der Druckstabilität ab.
Warum muss Quarzglas anstelle von Metalldüsen verwendet werden?
Quarzglas hat einen Wärmeausdehnungskoeffizienten von etwa 0.55 × 10-⁶ /°Cweit niedriger als bei Metallen. Dies minimiert die thermische Fehlanpassung und verhindert Kontaminationen bei der Verarbeitung von hochreinem Quarz.
Wie wird ein Temperaturschock während des Betriebs vermieden?
Kontrolliertes Erwärmen und allmähliches Abkühlen durch den Glühbereich bei 1,140°C innere Spannungen zu reduzieren. Vermeiden von schnellen Temperaturunterschieden über 800-1,000°C schützt zusätzlich die strukturelle Integrität.
Was bestimmt die Wahl des Düsendurchmessers?
Die Art der Anwendung bestimmt die Größe der Blende. Durchmesser zwischen 0,8-3,0 mm sind üblich, wobei kleinere Öffnungen konzentrierte Flammen für Feinschweißungen erzeugen und größere Öffnungen eine breitere Wärmeverteilung ermöglichen.
Referenzen:
-
Dieses Phänomen beeinträchtigt die Stabilität der Gasströmung und die Gleichmäßigkeit der Flamme in Hochtemperaturverarbeitungssystemen.↩
-
Dieser Parameter quantifiziert den Fließwiderstand und erklärt, wie Siliziumdioxid bei großer Hitze in einen verformbaren Zustand übergeht.↩
-
Dieser Begriff bezeichnet Temperaturschwankungen in einem Material, die die Spannungsverteilung beeinflussen.↩